





























How water quality affects can washer performance
How water quality affects can washer performance
In can manufacturing, the washer is a critical part of the production line. It removes oils, lubricants, aluminium fines and process residues from the cans before they move on to treatment, drying, decoration, internal coating or filling.
When the washer performs well, cans leave the system with a clean, consistent surface that is ready for the next production stage. When it does not, the effects can quickly spread across the line. Water spots, staining, poor coating adhesion, blocked nozzles, chemical imbalance, excessive rejects and unplanned stoppages can all be linked to poor water quality.
This is why can washer water treatment should be treated as part of production control, not just a utility requirement.
A can washer depends on consistent water quality at several stages. Pre-rinse water, wash water, treatment stage water, intermediate rinses and final rinse water all perform different roles. If the water entering the system is inconsistent, too high in dissolved solids, too hard, contaminated with oils or poorly monitored, washer performance can become harder to control.
For can manufacturers, that can means more defects, more intervention and less confidence in the line.
Key points covered in this article
This article explains how water quality affects can washer performance and why the right treatment system can help improve consistency across the production line.
It covers:
- Why washer performance starts with water quality
- Where water-related problems appear on the line
- How poor rinse quality causes spotting, staining and defects
- Why scale and suspended solids affect spray coverage
- The role of reverse osmosis and deionised water
- Why conductivity is such a useful warning sign
- How wastewater treatment links to washer performance
- What to consider when specifying or upgrading a system
Why washer performance starts with water quality
A modern can washer does much more than remove visible dirt. It prepares the can surface for the next stage of production.
In two-piece aluminium can manufacturing, cans usually pass through several washing, rinsing and treatment stages. These stages remove bodymaker lubricants, oils, aluminium fines, residual chemistry and surface contamination. The washer also helps prepare the surface for decoration, internal spray coating and external finish.
If this stage is poorly controlled, the issue may not stay within the washer. It can affect coating performance, surface appearance, ink application, line speed, customer quality checks and final reject rates.
The challenge is that water-related problems are not always obvious straight away. A rinse stage may look as though it is performing correctly, while conductivity, hardness, pH or suspended solids are moving outside the required range. By the time spotting, staining or coating defects become visible, a large volume of cans may already have passed through the line.
That is why water treatment should be designed around the washer, the production rate and the final quality target.
Where water quality problems show up on the line
Poor water quality can affect can washer performance in several ways. Some problems appear inside the washer. Others only become visible after drying, decoration or coating.
Common signs include:
- Water spots after drying
- Staining or surface haze
- Inconsistent can brightness
- Blocked or partially restricted nozzles
- Uneven spray coverage
- Scale on heating surfaces or pipework
- Increased chemical consumption
- More frequent manual adjustments
- Higher wastewater load
- Coating or ink adhesion issues
- Increased rejects
- Unplanned cleaning or maintenance stops
These issues often have more than one cause. Dryer performance, washer chemistry, temperature, line speed and maintenance all matter. However, water quality is one of the key variables because it affects every stage of the washer.
A well-designed industrial water treatment system helps control that variable so production teams can focus on the wider process.
Water spots, staining and surface defects
Water spots are often caused by dissolved minerals or contamination left behind when water evaporates. If final rinse water contains too many dissolved solids, those solids can remain on the can surface after drying.
This can lead to visible spots, staining, haze or inconsistent appearance. In a high-speed can manufacturing environment, small defects can become costly very quickly.
The final rinse is especially important because it is often the last water contact before drying and downstream processing. If this rinse is not controlled properly, residues can remain on the surface even when the washer appears to be operating normally.
High-quality rinse water helps reduce this risk. By lowering dissolved solids and controlling conductivity, manufacturers can support a cleaner surface, more consistent drying and fewer visible water-related defects.
Scale, blocked nozzles and uneven spray coverage
Hard water can cause scale inside pipework, spray bars, nozzles, heat exchangers and washer components. As scale builds, it can restrict flow and affect spray pattern consistency.
In a can washer, spray coverage is critical. If nozzles become partially blocked or spray distribution becomes uneven, some cans may not receive enough washing or rinsing contact. This can create inconsistent cleaning, poor residue removal and greater variation between cans.
Scale can also reduce heat transfer, which may affect temperature control and energy efficiency. Over time, this can increase maintenance demands and make the washer harder to keep stable.
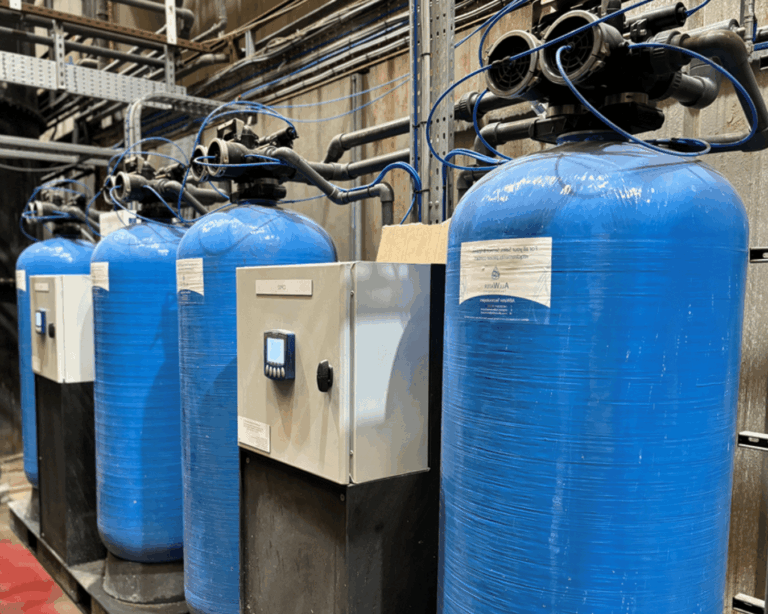
A correctly specified water softener can help reduce hardness before it causes scale in the washer or downstream treatment equipment. It may also help protect reverse osmosis membranes, depending on the overall system design.
Suspended solids, aluminium fines and washer contamination
Can washing involves the removal of oils, lubricants, aluminium fines and process residues. If solids are not controlled effectively, they can circulate through the system and increase the load on pumps, tanks, strainers and nozzles.
Suspended solids can also affect rinse quality. Fine particulate contamination may settle in low-flow areas, restrict spray equipment or interfere with downstream treatment stages.
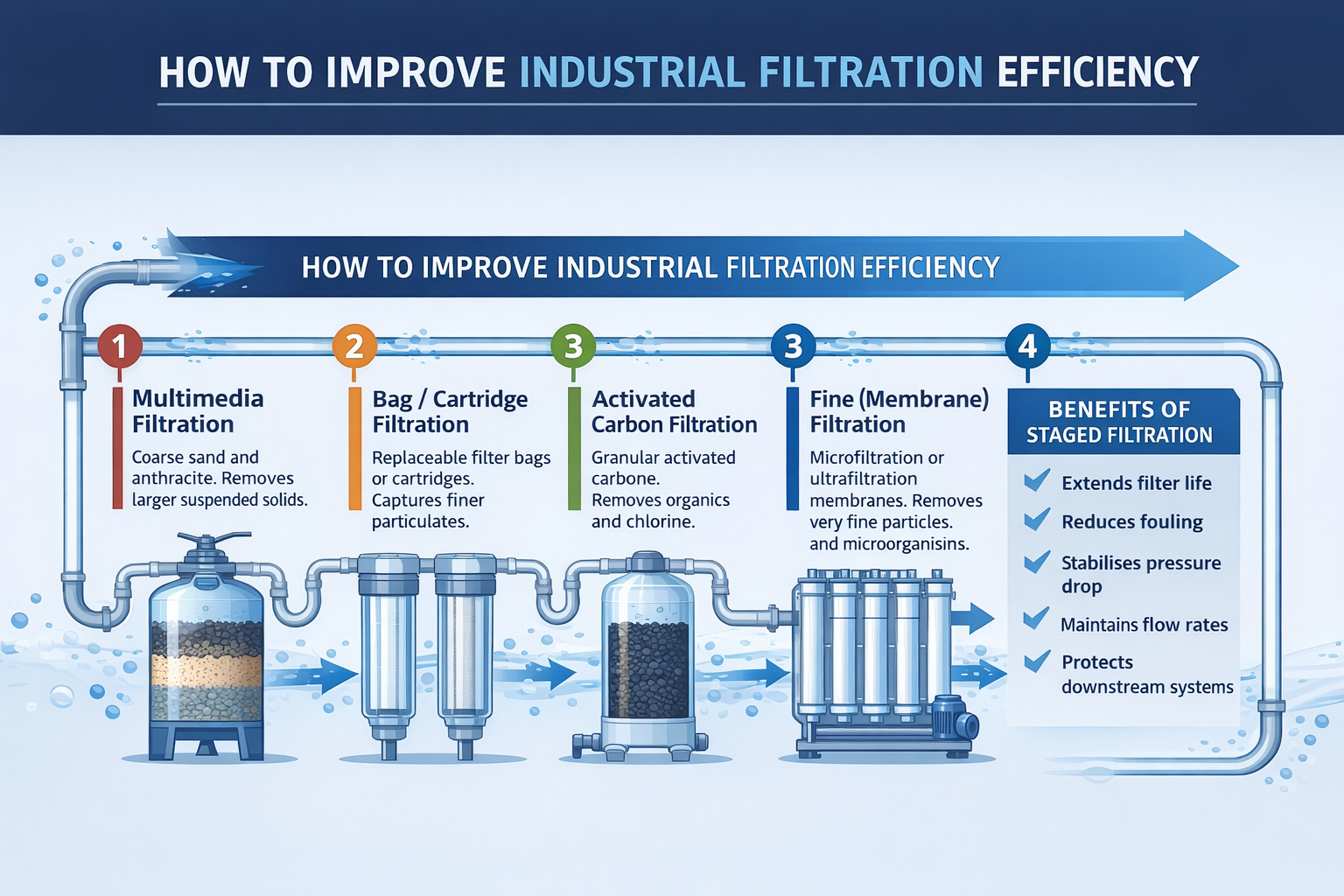
This is where filtration becomes important. Industrial water filters can help remove particulate contamination, protect equipment and support more stable water quality across the washer.
The exact filtration approach depends on the process. A can washer may require pre-filtration, side-stream filtration, cartridge filtration, media filtration or protection upstream of reverse osmosis and deionisation systems.
The aim is not simply to remove visible solids. It is to protect spray performance, reduce avoidable maintenance and maintain consistent process conditions.
Chemical balance and process consistency
Can washer chemistry depends on the correct balance of water quality, chemical concentration, temperature, contact time and flow.
If incoming water quality changes, the chemistry can become harder to manage. High dissolved solids, variable conductivity, excessive hardness, incorrect pH or contamination can all increase chemical demand or reduce consistency.
This can lead to more frequent manual correction, higher chemical consumption and less predictable results. It may also increase the load on wastewater treatment, particularly where oils, surfactants, aluminium or fluoride need to be controlled before discharge.
Good water treatment does not replace process chemistry control. It supports it by providing more consistent make-up and rinse water, so the washer chemistry can perform as intended.
Final rinse quality: the stage that often decides the finish
The final rinse is one of the most important water quality stages in can washer performance.
Its role is to remove the last traces of process chemistry and dissolved contamination before drying. In many can manufacturing lines, this stage uses low-conductivity reverse osmosis water, deionised water or a combination of both.
As explained in this overview of the beverage can washer process, can washing typically involves multiple stages, including pre-rinse, pre-wash, wash, treatment stages and final rinsing. The final high-purity rinse helps achieve a cleaner surface before the can moves into drying and downstream operations.
AllWater’s Al Jomaih Cans & Ends Making Plants case study shows why this matters in practice. Al Jomaih required consistently high-purity rinse water for can manufacturing, with a target conductivity below 10 µS. AllWater designed and supplied a fully automated twin-pass reverse osmosis system to deliver reliable rinse water while protecting production uptime.
For manufacturers running high-speed lines, final rinse quality is not a finishing detail. It is one of the stages that helps determine whether cans leave the washer ready for the next process.
How water quality affects coating adhesion and surface preparation
Can washer water quality has a direct impact on surface preparation. If the surface is not cleaned and rinsed correctly, later production stages may not perform as intended.
Poor rinse quality can leave behind:
- Mineral residues
- Chemical carryover
- Oils or surfactants
- Fine particulate contamination
- Dissolved salts
- Surface haze
- Staining or spotting
These residues can affect how coatings, inks or internal sprays interact with the can surface. This may lead to inconsistent appearance, coating defects, reduced adhesion or higher reject rates.
This principle is not limited to can manufacturing. Research into rinse water quality and coating corrosion resistance highlights how rinse water quality can affect coating performance where surface preparation is critical.
For can manufacturers, the practical point is straightforward. If the rinse is not controlled, the surface may not be ready for coating, even if it appears visually clean.
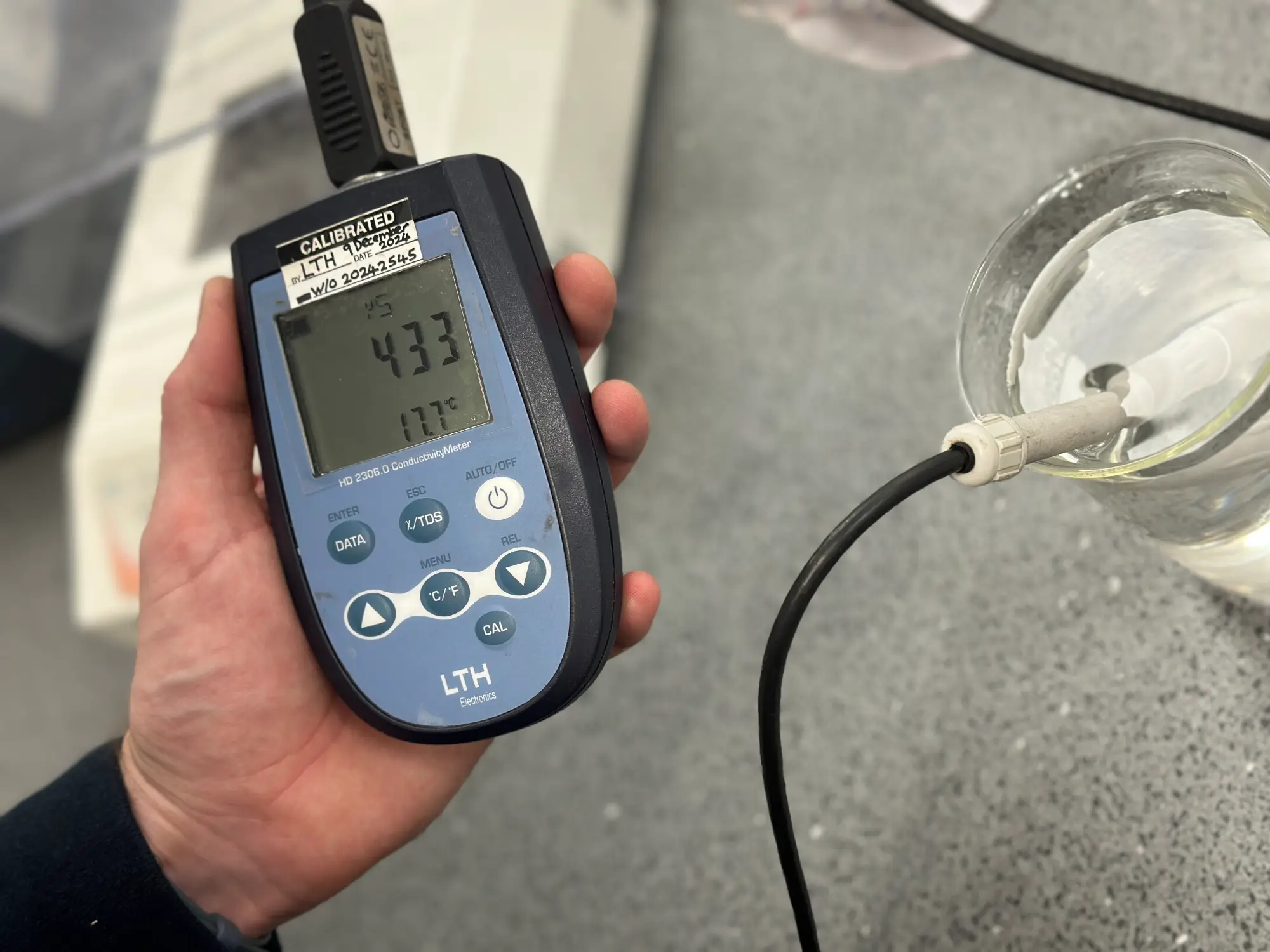
Why conductivity is such a useful warning sign
Conductivity is one of the most useful measurements in can washer water treatment. It indicates how easily water conducts electricity, which is influenced by the amount of dissolved ions present.
Higher conductivity generally means more dissolved ionic material in the water. Lower conductivity usually indicates lower dissolved solids and better rinse water quality.
In a can washer, conductivity monitoring can help operators identify changes before they become visible production issues. It is especially useful for final rinse control, reverse osmosis performance, deionised water quality and process troubleshooting.
A rise in conductivity may indicate:
- RO membrane performance decline
- DI resin exhaustion
- Chemical carryover
- Insufficient rinse overflow
- Contaminated storage tanks
- Poor make-up water quality
- A dosing or control issue
- A change in incoming water quality
For high-speed can manufacturing, this early warning matters. A conductivity issue left unchecked can affect a large number of cans in a short period of time.
In the Kingsley Beverages case study, the production water requirement was below 10 µS/cm. The project also included wastewater treatment to meet local discharge consent limits, showing how low-conductivity water production and effluent control often need to be considered together.
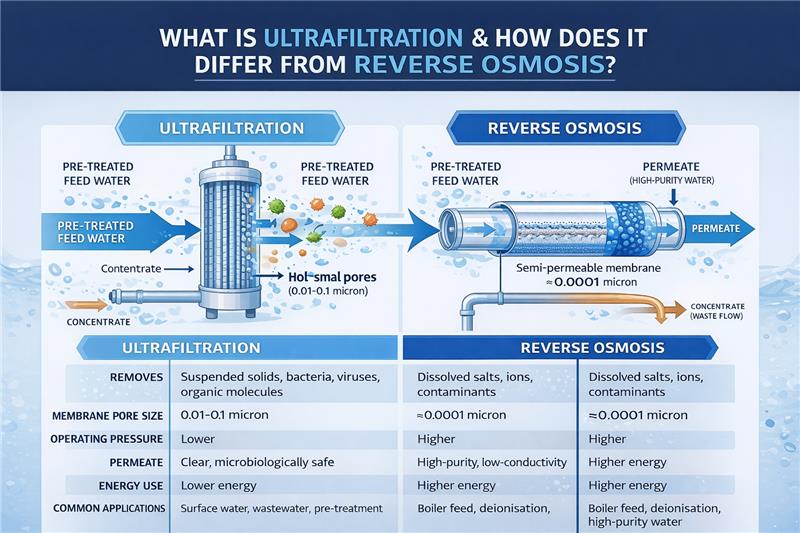
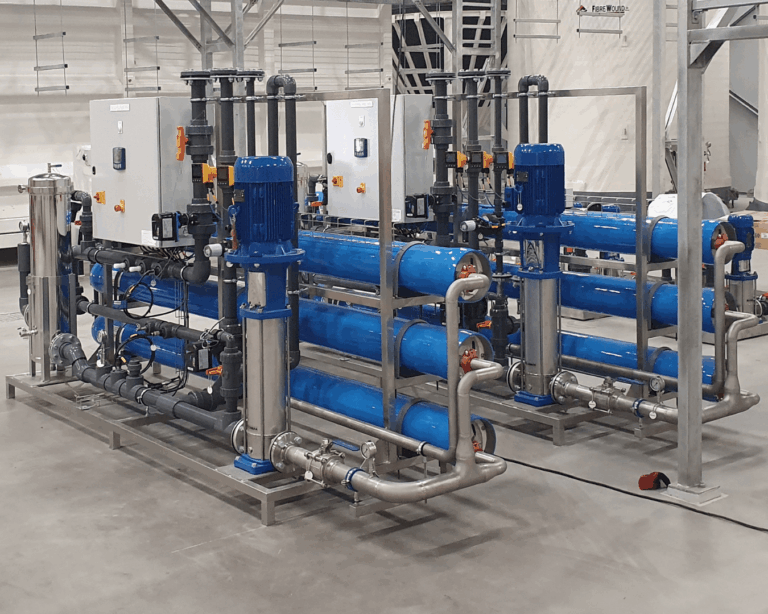
Reverse osmosis for consistent low-conductivity water
Reverse osmosis is commonly used in can manufacturing to reduce dissolved salts, minerals and other contaminants. It can produce consistent, low-conductivity water for final rinsing, process solution make-up and downstream polishing.
For can washers, RO may be used for:
- Final rinse water
- Process solution make-up
- DI feedwater
- Washer make-up water
- Recovered water polishing
- Low-conductivity production water
The right RO system depends on the washer demand, conductivity target, recovery requirement, feedwater quality, available space and uptime expectations.
In high-output can manufacturing, resilience is important. A water system that cannot meet peak demand, recover quickly after maintenance or respond to feedwater changes may create production risk. Depending on the site, this may mean considering duty and standby equipment, twin-pass RO, automated control, storage capacity and remote monitoring.
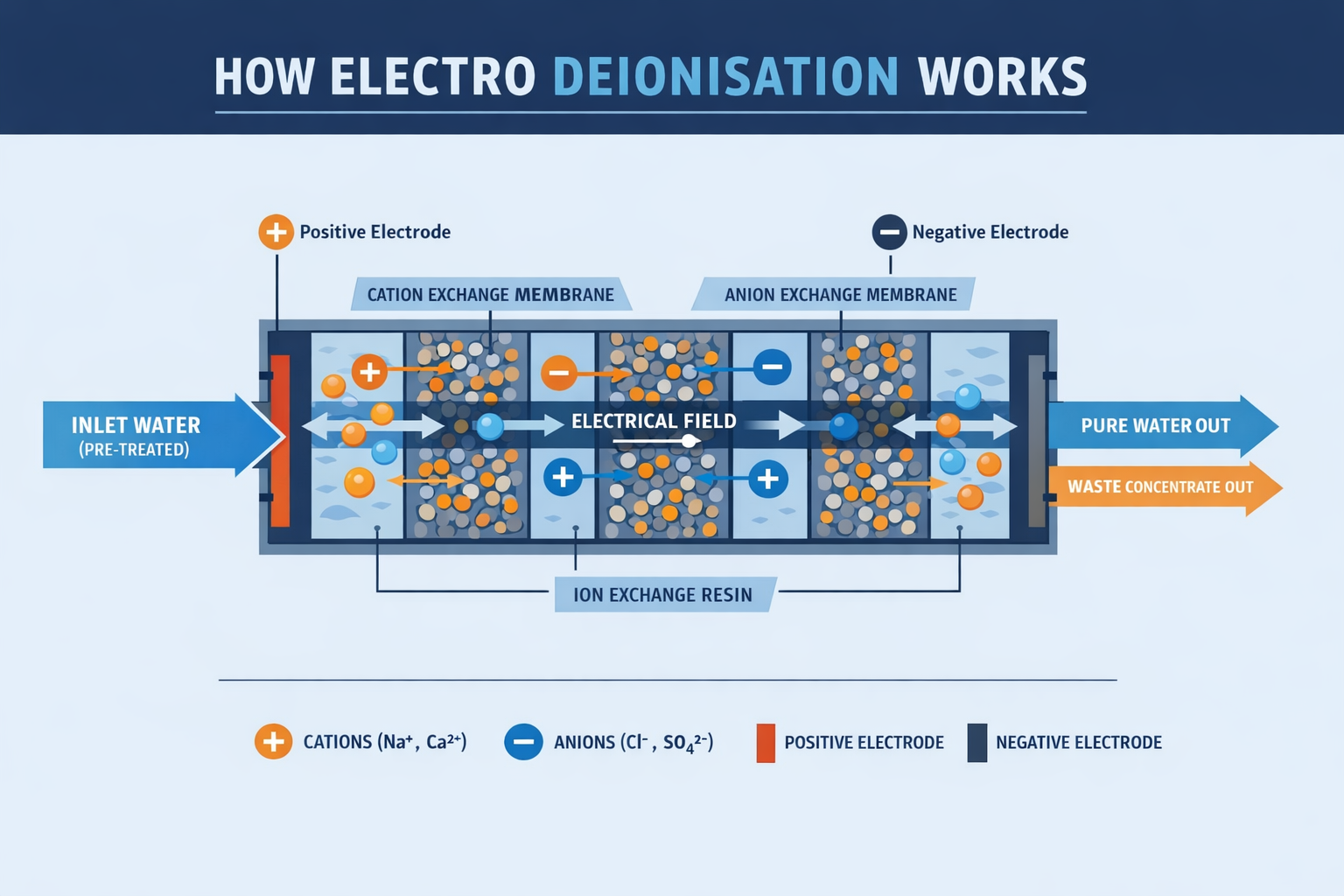
When deionised water is needed in can washing
Deionised water, or DI water, is used when very low dissolved ion levels are required. In can washer systems, it is most often associated with final rinse quality and spot-free drying.
A demineralised water system removes dissolved ions through ion exchange resin. It may be used after RO where the process requires further conductivity reduction. It can also be used for recirculation of water from stage 6, the final rinse to ensure high quality water for final rinsing and also to reduce the amount of water wasted to drain, dependent upon washer design.
DI water can help support:
- Spot-free final rinsing
- Lower mineral residue
- Cleaner surface preparation
- More consistent coating or decoration
- Reduced risk of visible water marks
- Better process control where low conductivity is required
Not every stage of the washer needs DI water. In many cases, it is more practical and cost-effective to use different water qualities at different stages. For example, earlier stages may need filtration and softening, while the final rinse may need RO or DI water.
This process-led approach avoids over-treating water where it adds no value, while protecting the stages that directly affect finish and rejects.
Wastewater: the other side of can washer performance
A can washer does not only need clean input water. It also produces wastewater that can be challenging to manage.
Can washer wastewater may contain oils, lubricants, surfactants, suspended solids, aluminium, fluoride, sulphates acids, alkalis and variable pH. This can make treatment more complex, especially where discharge limits are tight or water reuse is being considered.
Wastewater treatment should therefore be considered alongside the pure water system. Treating them as separate issues can lead to missed opportunities.
An integrated approach may help manufacturers:
- Meet discharge consent limits
- Reduce wastewater disposal risk
- Manage fluoride, aluminium, sulphate, chemical oxygen demand (COD) and pH
- Improve water recovery
- Reduce reliance on mains water
- Support sustainability targets
- Protect production continuity
In the Kingsley Beverages project, AllWater provided a complete turnkey water treatment system for a new can manufacturing facility. The system was designed to produce water below 10 µS/cm for production and provide wastewater treatment to achieve local discharge consent limits, including low levels of fluoride.
This shows why can manufacturing water treatment often needs a whole-line view. The same production environment may require high-purity water generation, chemical dosing, wastewater treatment, monitoring, storage, containment and planned servicing.
Designing water treatment around the washer, not the other way around
Can manufacturing lines are high-speed, high-output environments. Water treatment systems need to support the washer without becoming a bottleneck.
Important design factors include:
- Final rinse conductivity target
- Peak washer demand
- Average flow rate
- Fast-fill requirements after maintenance
- Incoming water quality
- Feedwater temperature variation
- Space for tanks and treatment equipment
- Redundancy requirements
- Automation and monitoring needs
- Chemical dosing requirements
- Wastewater volume and composition
- Discharge consent limits
- Water recovery targets
- Operator access and maintenance requirements
A standard system may not be suitable if the washer needs continuous production, high recovery, consistent conductivity and reliable response to changing inlet conditions.
AllWater’s approach to water treatment installation and commissioning is built around site-specific requirements. The aim is not just to install equipment, but to make sure the system works properly within the production environment.
Monitoring and automation for high-speed production lines
Can washer performance depends on control. Manual checks are useful, but high-speed production often needs continuous monitoring and early warning.
Important parameters may include:
- Conductivity
- Flow rate
- Pressure
- Temperature
- pH
- Redox
- Tank level
- Ionic rejection
- Pump performance
- Chemical dosing status
- Filter differential pressure
Automation can help protect membranes, manage alarms, control recovery and reduce operator intervention. It can also improve visibility, which is valuable when production teams need to identify root causes quickly.
In the Al Jomaih project, AllWater’s system included real-time monitoring across critical parameters such as conductivity, ionic rejection, flow rates, pressure, temperature, redox levels and pump performance. The system also included safeguards around chemical dosing to prevent incorrect operation.
For can manufacturers, this type of monitoring can help prevent small changes from becoming line-stopping problems.
Keeping the system stable through planned servicing
Even a well-designed can washer water treatment system needs ongoing support. Membranes can foul. Filters can load. DI resin can lose capacity. Dosing systems can drift. Sensors may need calibration. Feedwater conditions can change.
Planned service agreements help maintain performance, reduce unplanned downtime and keep water quality within the required range.
A service programme may include:
- RO membrane performance checks
- Conductivity checks
- Resin condition review
- Filter replacement
- Chemical dosing checks
- Instrument calibration
- pH and redox checks
- Pump and valve inspections
- Wastewater treatment review
- System optimisation
- Documentation and reporting
For can manufacturers, servicing should be planned around production schedules. The aim is to protect uptime, minimise disruption and identify problems before they affect the washer.
Where a fault or performance issue occurs, technical support for water systems can help diagnose the root cause and recommend practical corrective action.
A practical checklist for can washer water treatment
Before specifying, upgrading or reviewing a can washer water treatment system, manufacturers should ask:
- What conductivity is required for the final rinse?
- Is RO water sufficient, or is DI polishing required?
- How variable is the incoming water quality?
- Is hardness causing scale in the washer or nozzles?
- Are suspended solids affecting spray performance?
- Are water spots or staining appearing after drying?
- Is coating adhesion being affected by rinse quality?
- Is chemical use higher than expected?
- Does the system have enough capacity for peak demand?
- Is there enough resilience during maintenance?
- Can water recovery be improved?
- Is wastewater treatment meeting discharge limits?
- Are monitoring records available for troubleshooting?
- Is servicing planned around the production schedule?
These questions help identify whether the issue is linked to feedwater quality, final rinse performance, wastewater load, dosing control, system capacity or maintenance.
AllWater experience in can manufacturing water treatment
AllWater Technologies designs, supplies, installs, commissions and supports industrial water treatment systems for demanding manufacturing environments.
The team has direct experience in can manufacturing water treatment, including high-purity rinse water systems, reverse osmosis, chemical dosing, automated monitoring, wastewater treatment and water recovery.
AllWater has supported major can manufacturing and beverage production projects, including the Al Jomaih Cans & Ends Making Plants case study and Kingsley Beverages. These projects involved low-conductivity water generation, production-critical uptime, wastewater treatment, fluoride control, high recovery and integrated system design.
The company’s wider expertise covers food and beverage water treatment, general industrial water treatment, reverse osmosis, demineralisation, water softening, filtration, wastewater treatment, polymer dosing and ongoing service support.
For can manufacturers, this matters because washer performance depends on more than equipment selection. It depends on correct specification, water chemistry knowledge, practical installation, automation, maintenance and long-term technical support.
Turning water quality into production control
Water quality has a direct impact on can washer performance. It affects surface finish, spot-free drying, coating preparation, chemical control, wastewater load, maintenance demand and production uptime.
For can manufacturers, the washer is too important to leave water quality to chance. A consistent, well-monitored treatment system helps turn water into a controlled part of the production process, rather than a variable that causes defects, downtime or unnecessary intervention.
The right solution may include filtration, water softening, reverse osmosis, deionisation, chemical dosing, wastewater treatment, monitoring and planned servicing. The exact configuration should be based on the washer design, incoming water quality, final rinse target, production rate and discharge requirements.
AllWater Technologies works with can manufacturers and wider industrial clients to design and support water treatment systems that meet site-specific requirements. From high-purity rinse water to wastewater treatment and ongoing servicing, AllWater helps manufacturers protect washer performance and maintain consistent production quality.
Speak to AllWater Technologies about can washer water treatment requirements.
Can washer water treatment is the process of conditioning, filtering, purifying and controlling water used in can washing, rinsing, treatment and final rinse stages. It helps improve surface finish, reduce spotting, protect equipment and support consistent production.
Water quality affects how well oils, fines, process chemistry and residues are removed from the can surface. Poor water quality can cause scale, blocked nozzles, water spots, staining, inconsistent rinsing, poor coating preparation and higher reject rates.
The required final rinse quality depends on the can washer, product specification and process requirements. Many can manufacturing systems use low-conductivity RO or DI water for final rinsing to reduce dissolved solids and support spot-free dryin
Yes. Reverse osmosis is commonly used to reduce dissolved salts and minerals in can washer make-up water or final rinse water. It can also be used before deionisation to improve efficiency and support consistent low-conductivity water production.
Deionised water may be needed where very low dissolved solids are required, especially for final rinse stages where spot-free drying and surface cleanliness are critical. Not every washer stage needs DI water, so the system should be matched to the process.
Water spots are often linked to dissolved minerals or contamination left behind after water evaporates. Final rinse quality, drying performance, water temperature and chemical carryover can all contribute to spotting.
Water treatment helps produce consistent rinse water, reduce scale, control solids, support final rinse quality and protect washer performance. This can improve surface finish, reduce coating issues and lower the risk of rejects caused by water-related defects.
Can washer wastewater can contain oils, surfactants, aluminium, fluoride, suspended solids and variable pH. Wastewater treatment helps manufacturers meet discharge limits, reduce environmental risk and explore water recovery where appropriate.
Get in Touch with AllWater Technologies
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
AllWater House
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Opening hours
Mon-Fri: 08:30-17:30 (GMT)