





























When to Upgrade Your Water Treatment System
When water treatment systems outgrow your site: signs it is time to upgrade or redesign
Water treatment systems are often designed to meet current operational needs, but as industrial sites grow and processes evolve, those systems can quickly become outdated. This article explores the key signs that your system may no longer be fit for purpose, along with guidance on when to upgrade or fully redesign.
Why water treatment systems become outdated over time
No industrial process remains static. Production increases, equipment changes, and compliance requirements evolve. While water treatment systems are built for durability, they are not immune to these shifts.
Over time, many systems begin to operate outside of their original design parameters. This does not always result in immediate failure. Instead, performance gradually declines. Efficiency drops, maintenance becomes more frequent, and operating costs begin to rise.
In many cases, the system has not failed. It has simply been outgrown.
Recognising this early allows businesses to take a proactive approach, avoiding disruption and maintaining control over costs.
Increasing demand is pushing your system beyond its limits
One of the most common indicators that a system has been outgrown is increased demand.
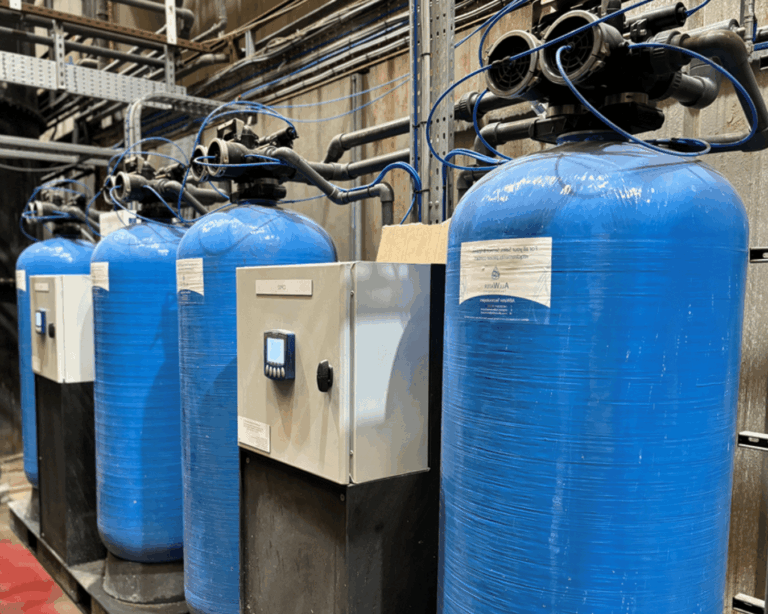
As production grows, water usage rises. Systems that were originally designed for lower throughput may struggle to keep up, particularly during peak periods. This can lead to reduced flow rates, pressure instability, and inconsistent water quality.
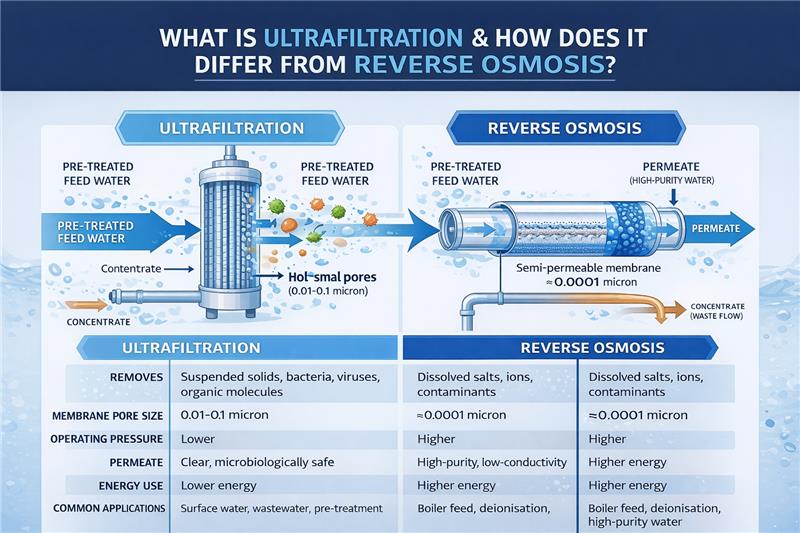
In membrane systems, such as reverse osmosis, exceeding design capacity can accelerate fouling and reduce membrane lifespan. Pumps may also operate at higher loads, increasing both energy consumption and wear.
Upgrading to industrial reverse osmosis systems designed for higher capacity and scalability ensures that systems can meet current and future demand without compromising performance:
Planning for growth is essential to maintaining efficiency and reliability.
Water quality requirements have changed
Water quality requirements often become more stringent over time. This may be driven by changes in production processes, tighter product specifications, or updated regulatory standards.
Older systems may no longer be capable of achieving the required purity levels. Even if they continue to operate, they may struggle to maintain consistent results.
This can lead to quality control issues, increased waste, and potential compliance risks.
In these situations, system upgrades or redesigns are often required to introduce additional treatment stages or more advanced technologies.
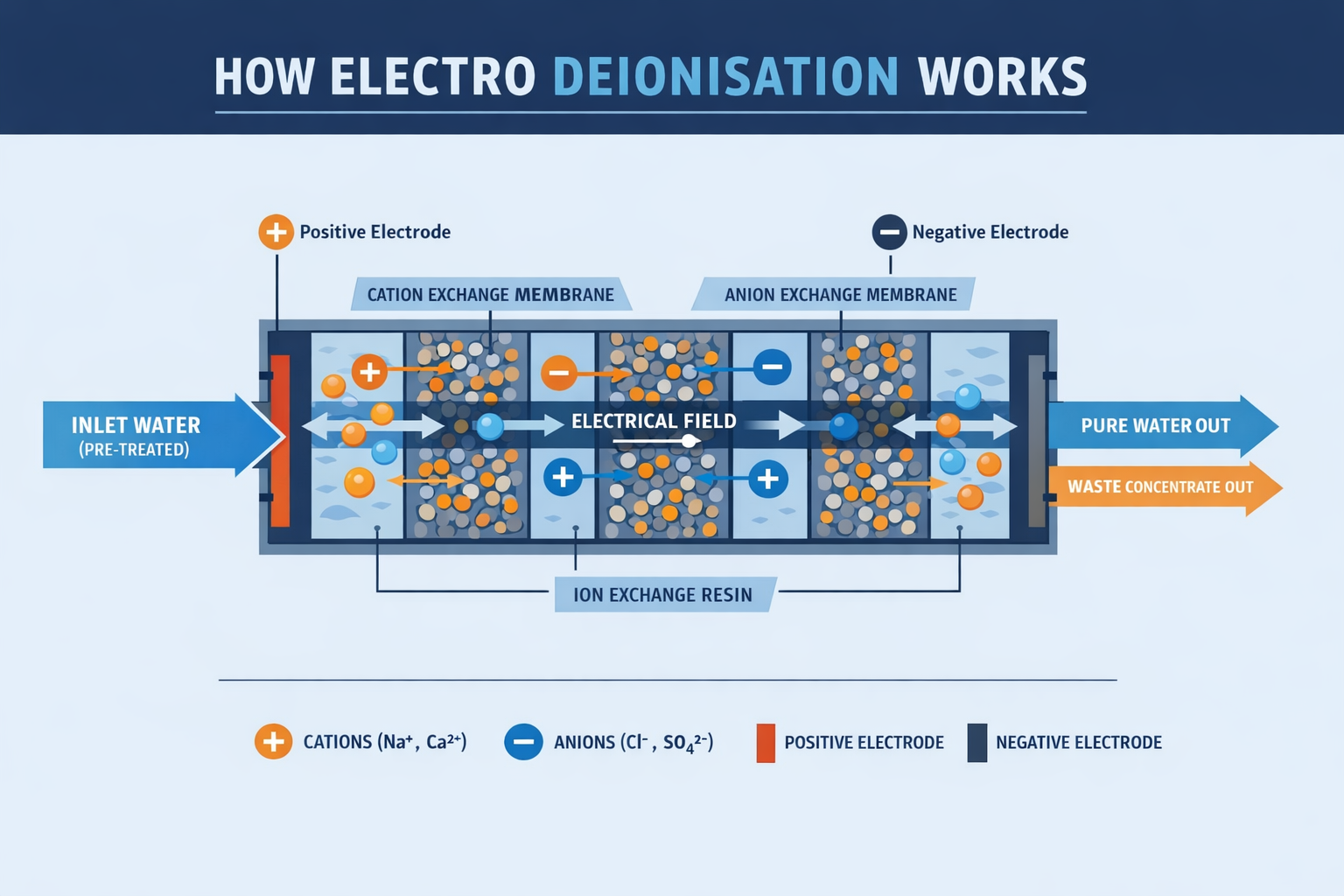
For high purity applications, advanced demineralisation systems for precise water quality control provide a reliable and efficient solution:
Ensuring water quality aligns with operational requirements is critical for maintaining performance.
Rising maintenance costs and frequent breakdowns
An increase in maintenance activity is often one of the first visible signs that a system is no longer operating efficiently.
Components such as pumps, valves, and membranes may require more frequent servicing or replacement. Issues such as scaling and fouling may become more persistent.
While individual repairs may seem manageable, the cumulative cost can become significant. More importantly, unplanned downtime can disrupt production and impact output.
In many cases, these issues are not caused by faulty equipment, but by systems operating beyond their intended design limits.
When maintenance becomes reactive rather than planned, it is often time to consider an upgrade.
Energy consumption is steadily increasing
Energy costs are a major factor in the operation of water treatment systems.
As systems become less efficient, they often require more energy to achieve the same output. Pumps may run longer or at higher pressures, and processes may take more time to complete.
These changes can be gradual, making them difficult to detect without monitoring.
The Carbon Trust highlights that improving industrial energy efficiency can deliver significant cost savings while reducing environmental impact.
If energy usage is increasing without a clear operational reason, it may indicate that the system is no longer optimised.
Inconsistent water quality is affecting operations
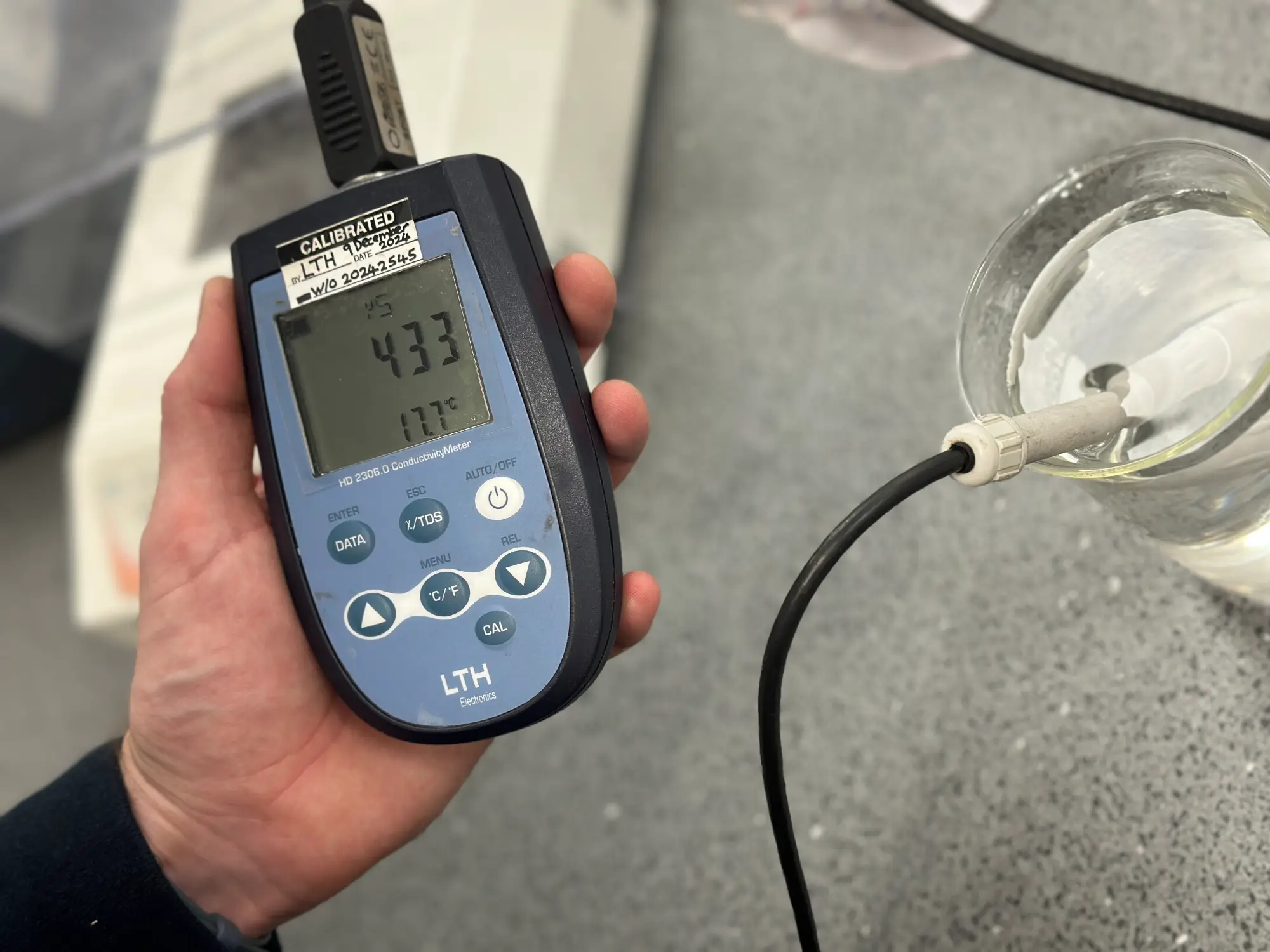
Consistency is essential in industrial processes. Variations in water quality can have a direct impact on product quality, process efficiency, and compliance.
Systems that have been outgrown often struggle to maintain stable performance. Fluctuations in key parameters such as conductivity or hardness can lead to:
- Increased waste
- Production inefficiencies
- Quality issues
- Compliance risks
These problems are often linked to systems operating beyond their design capabilities.
Addressing them typically requires more than minor adjustments. A system upgrade or redesign may be necessary to restore stability.
Your system lacks modern automation and monitoring
Many older systems rely on manual operation with limited visibility into performance.
Without real-time monitoring, it can be difficult to identify inefficiencies or respond quickly to issues. Problems such as fouling or declining performance may go unnoticed until they begin to affect operations.
Modern systems incorporate automation, sensors, and data tracking to provide greater control and insight.
Upgrading to include these features allows for more proactive management, reducing downtime and improving efficiency.
The system no longer fits your physical space or layout
As sites expand or processes are reconfigured, physical space can become a limiting factor.
Systems that were once well positioned may become difficult to access or incompatible with new layouts. This can make maintenance more challenging and reduce overall efficiency.
In some cases, redesigning the system to fit the available space can improve both performance and usability.
Modern designs often prioritise compact, modular layouts that are easier to integrate into changing environments.
Compliance requirements have evolved
Regulatory standards are continually changing, particularly in areas such as environmental impact and water discharge.
Systems that were compliant at the time of installation may no longer meet current requirements. This can expose businesses to risk, including fines or operational restrictions.
Water UK provides guidance on maintaining compliance and managing water resources effectively here.
Ensuring that systems meet current standards is essential for long-term operation.
It is common for businesses to delay upgrades in order to avoid capital expenditure. However, the cost of maintaining an outdated system often exceeds the cost of improvement over time.
Inefficiencies, downtime, and rising maintenance costs all contribute to increased operational spend.
These costs are often hidden within day-to-day operations, making them difficult to quantify. However, their impact can be significant.
Taking a proactive approach allows businesses to regain control over performance and cost.
Not all situations require a full system redesign. In some cases, targeted upgrades can resolve specific issues.
However, when multiple performance challenges are present, or when the system no longer aligns with operational needs, a full redesign may be the most effective solution.
Key factors to consider include system age, current demand, required water quality, and long-term cost implications.
A structured assessment helps determine the best approach.
AllWater Technologies provides tailored solutions ranging from targeted upgrades to complete system redesigns, ensuring each site receives the most appropriate outcome.
Future-proofing involves designing systems that can adapt to change.
This includes allowing for capacity expansion, incorporating flexible layouts, and integrating modern monitoring technologies. Planning for maintenance and serviceability also plays a key role.
By considering these factors during design, businesses can reduce the need for frequent upgrades and ensure long-term reliability.
AllWater Technologies brings decades of combined experience designing and upgrading industrial water treatment systems across the UK and Europe. Each solution is based on detailed analysis of real operational conditions, ensuring reliable performance, improved efficiency, and long-term cost control through practical, engineered solutions tailored to each site.
Contact our team today to discuss upgrading or redesigning your water treatment system for improved performance, efficiency, and long-term reliability.
Get in Touch with AllWater Technologies
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
AllWater House
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Opening hours
Mon-Fri: 08:30-17:30 (GMT)