Whether it’s used in steam systems, cleaning, cooling, or product formulation, water quality influences everything from equipment lifespan to product consistency. Two technologies often considered by industrial water managers are demineralisation and reverse osmosis (RO). Each has its strengths.
Understanding how they differ can help you make the best long-term decision for your process.
In this blog, we unpack:
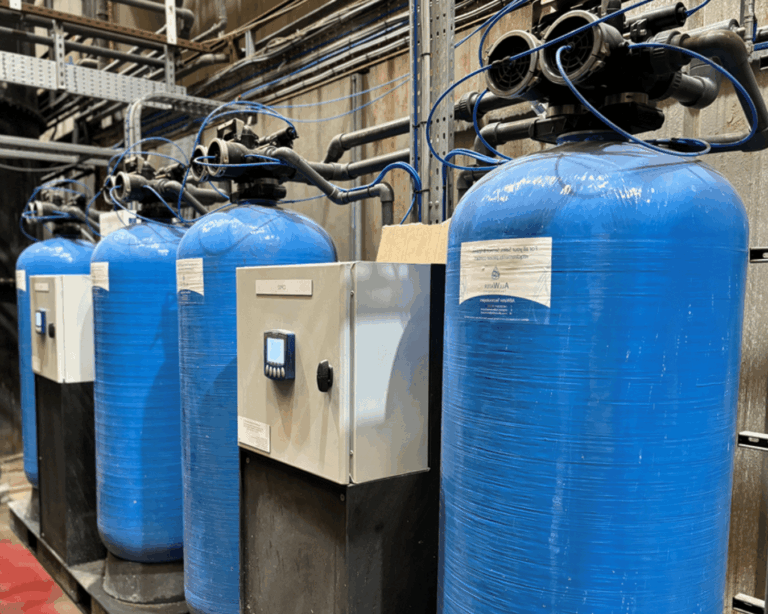
Demineralisation (Ion Exchange)
Demineralisation uses special resins to remove dissolved salts from water. Cation resins exchange positive ions like calcium and magnesium for hydrogen ions. Anion resins then swap negative ions like sulphates and chlorides for hydroxide ions. That pair forms pure water.
There are two main systems:
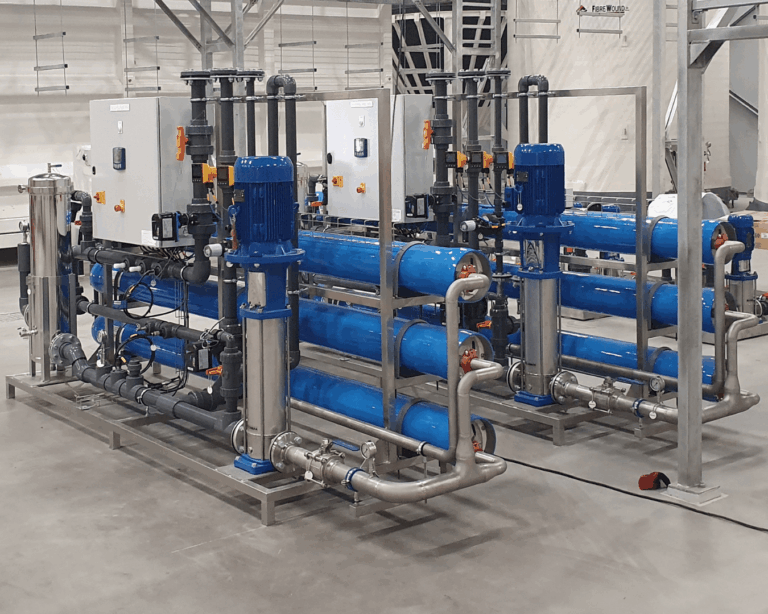
Reverse Osmosis (RO)
RO pushes water through a semi‑permeable membrane at high pressure. The membrane allows water molecules to pass but rejects dissolved salts, organic matter, and many contaminants. Most RO systems provide around 90–99% salt rejection, depending on feedwater quality and pressure.
RO is often paired with media filters or softeners to protect the membranes and ensure consistency.
Reverse osmosis is a water purification process that removes dissolved salts, minerals, and other contaminants using a semi-permeable membrane. It works by applying pressure to water on one side of the membrane, forcing the pure water molecules through while leaving unwanted substances behind.
Unlike conventional filtration, which relies on pore size to block contaminants, RO can remove particles as small as 0.0001 microns. This includes:
This makes RO particularly well-suited for industries that require ultra-pure or high-quality water as part of their operations.
AllWater Technologies optimises demineralisation and RO systems for UK manufacturers. Our engineers design fit-for-purpose water treatment systems that meet performance, durability, and regulatory standards.

Water Quality Achievable
Demineralisation produces extremely pure water with low conductivity. Counter‑current systems can achieve resistivity of 2–10 megohm‑cm, depending on maintenance. That works well for cleaning, boiler feed, and general industrial processes.
RO, when used properly, yields water with low total dissolved solids. But its purity varies. Post‑treatment like deionisation or UV polishing is often needed for ultrapure applications such as pharmaceutical or semiconductor manufacturing.
Feedwater Variability
Demineralisation is highly dependent on feedwater composition. High hardness or high TDS water requires frequent regeneration. That increases consumption of chemicals and downtime.
RO handles a wider range of feedwater qualities. It removes suspended solids, organics, and dissolved salts in a single process. Its only limitation is pressure and pretreatment requirements to protect the membrane.
Process Efficiency
In low flow or batch applications, demineralisation offers quick turnaround. Resin systems deliver high purity instantly. RO systems require time to ramp up pressure.
However, RO is more efficient in high-flow or continuous-demand environments. It uses no chemical regenerants. Demineralisation needs regular acid and caustic to flush and regenerate.
Capital Costs (CAPEX)
Demineralisation systems generally cost less to install for small or intermittent demands. The purchase cost is lower because resins and tanks are simpler than high-pressure membranes.
RO systems require high-pressure pumps, robust plumbing, and precise controls. Initial investment is higher. That said, modular RO systems are now available at lower cost for small to medium applications.
Operating Costs (OPEX)
Demineralisation has predictable chemical costs, but those chemicals can be expensive. Resin replacement or re-bedding adds to long-term costs.
RO eliminates chemical usage for regeneration. Energy costs are the main operating expense. New RO membranes and energy-efficient designs help reduce that over time.
When you evaluate total cost of ownership for a high-output system, RO often proves more economical.
Demineralisation
Resin requires regular validation of water quality. Resin beds need regeneration, requiring downtime and chemical handling procedures. Resin replacement occurs every 1–5 years, depending on the feedwater and usage.
Reverse Osmosis
RO membranes have a stable operating period. But they require routine cleaning, monitoring, and occasional replacement. Pre‑treatment is key to prevent fouling and scaling. Operators need to monitor pressure, flow, conductivity, and make adjustments to recovery rate or cleaning cycles.
RO suits companies focused on sustainability. Reduced chemical use lowers disposal risk. Reject water can be recycled or reused in some processes, cutting wastewater volume.
Demineralisation generates chemical by‑products during regeneration. Handling acidic or alkaline waste becomes a concern. That increases disposal costs and complication for compliance.
Here are scenarios to guide your selection:
Industrial Need | Recommended System | Why It Works Better |
Routine boiler feed or process rinses | Demineralisation | Simple, cost effective for consistent low‑scale needs |
Batch processes with infrequent usage | Demineralisation | Quick start, minimal setup requirements |
High‑purity demand (pharma, electronics) | RO + Polishing | Higher purity, stable quality |
Variable feedwater sources | Reverse Osmosis | Strong at removing wide range of impurities |
High‑flow, continuous water supply | Reverse Osmosis | Efficient scaling, lower running costs long‑term |
Sustainability goals | Reverse Osmosis | Lower chemical usage, potential for water reuse |
Start with Pretreatment
Even if you choose demineralisation or RO, pre‑treatment matters. Hard water, chlorine, or particulates degrade performance. Including cartridge filters, softeners, or multimedia units can reduce resin and membrane wear.
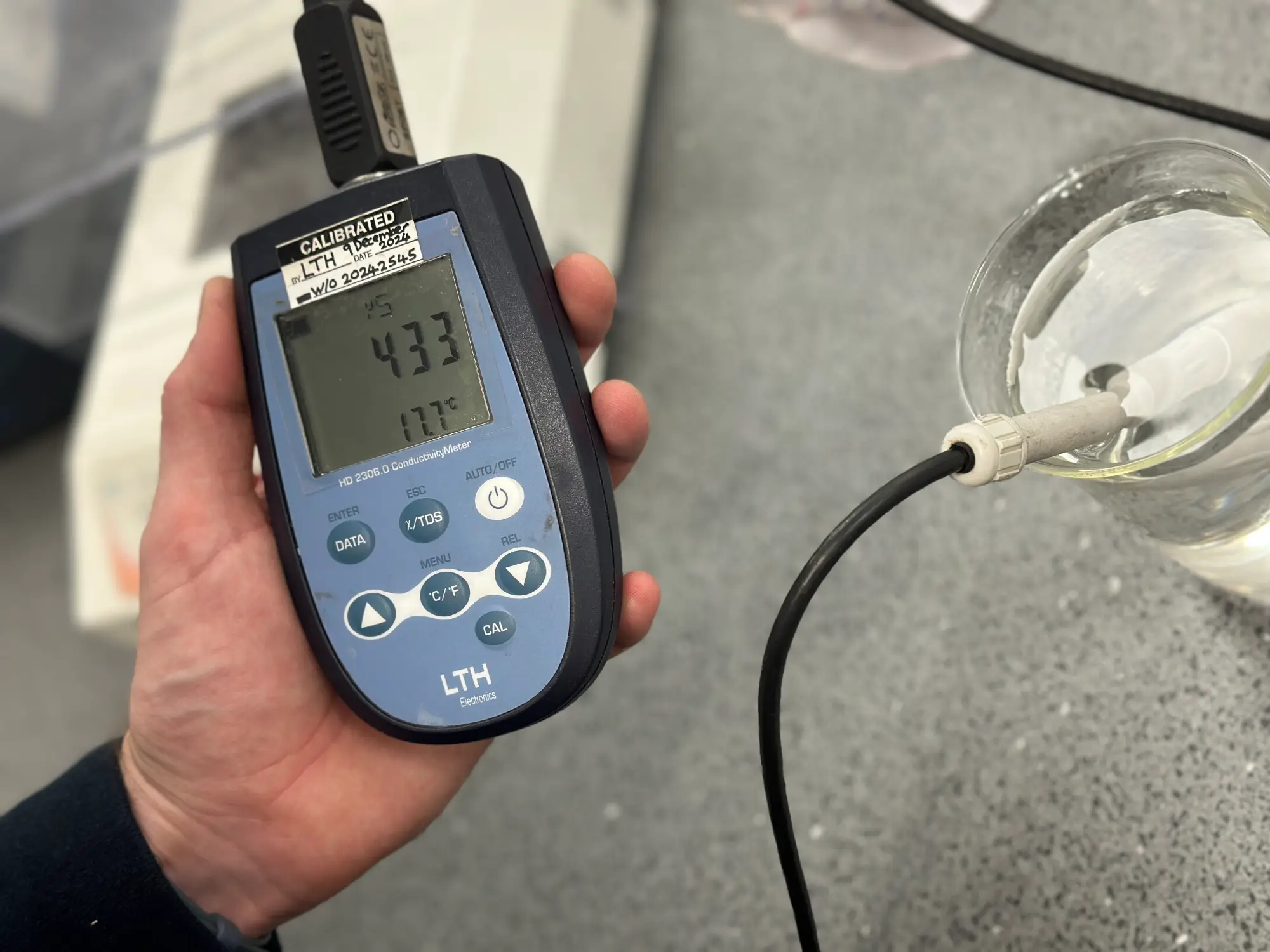
Monitor Performance Closely
Track return conductivity, pressure, and flow rate. Set up alarms for signal drift. Adopting simple SCADA systems helps you stay ahead of failures.
Think Lifecycle, Not Just Installation
Negotiate long-term maintenance plans with your system provider. Regular cleaning, calibration, and component replacement extend system life and stabilise quality.
Demineralisation offers simplicity, quick start, and lower upfront cost for small to moderate industrial demands. It suits batch processes, short-run production lines, or locations without high purity requirements.
Reverse osmosis delivers broader contaminant removal, less chemical handling, better suitability for demanding specs, and long-term savings. It’s ideal for high throughput, high-purity, or sustainability‑focused operations.
By comparing both technologies and matching them to your water challenges, you can choose a system that balances quality, cost, and ease of operation.
Choosing between demineralisation and reverse osmosis does not have to be daunting. Listening to your process requirements, volume, feedwater profile, and environmental goals informs a clear path.
As UK manufacturing continues to evolve, the ability to adapt water treatment to changing standards and volumes becomes more valuable. Whether you prioritise low-capex simplicity or long-term efficiency, both technologies offer important benefits.
AllWater Technologies helps you evaluate those benefits based on your site, your process, and your vision for the future. For practical guidance, see our dedicated pages for reverse osmosis systems and contact us to explore demineralisation options.
Let us help you choose a water treatment system that delivers cleaner water, better performance, and stronger results.
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Mon-Fri: 08:30-17:30 (GMT)