The ongoing problem of how to deal with wastewater from industrial practices is a modern, man-made problem that requires complex and wide-ranging solutions. At AllWater Technologies, that’s exactly what we provide our clients: cost-effective, responsible and sustainable wastewater treatment systems using the latest in technology.
In Part 1 of our series on wastewater treatment, we covered the most common and problematic contaminants that we remove for our clients across a range of manufacturing industries. Here, in Part 2, we delve into the kinds of technology we employ in the intelligent solutions we deliver.
State-of-the-Art Bespoke Solutions
From the smallest job to the largest and most complex industrial water treatment system, AllWater’s more than fifty years of experience allows us to identify exactly what our clients need. We work closely with them at every stage to ensure that the solutions we provide are not only the most effective, but also the most appropriate for them in terms of budget, operational requirements, flexibility and compliance.
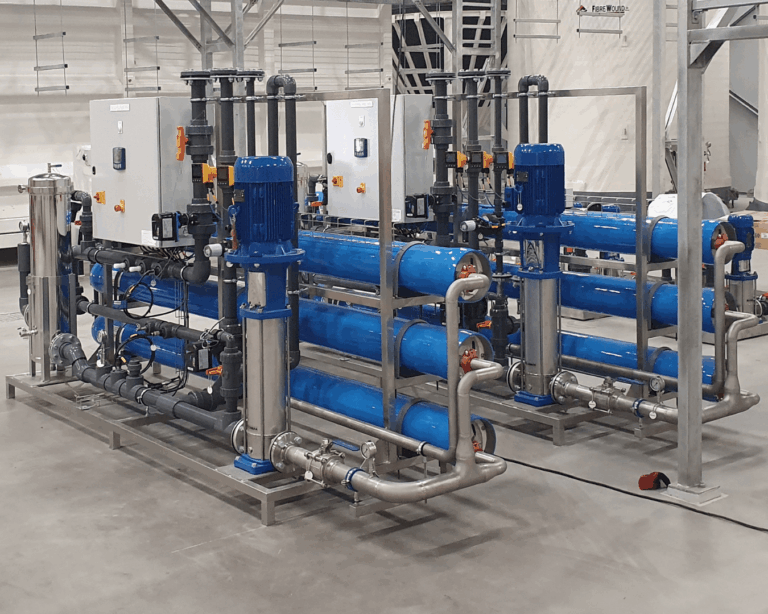
With many years of expertise, we utilise a broad spectrum of state-of-the-art technology and equipment to remove the vast range of chemical contaminants produced as industrial waste. Below we detail the most effective and sustainable solutions we use for our clients.
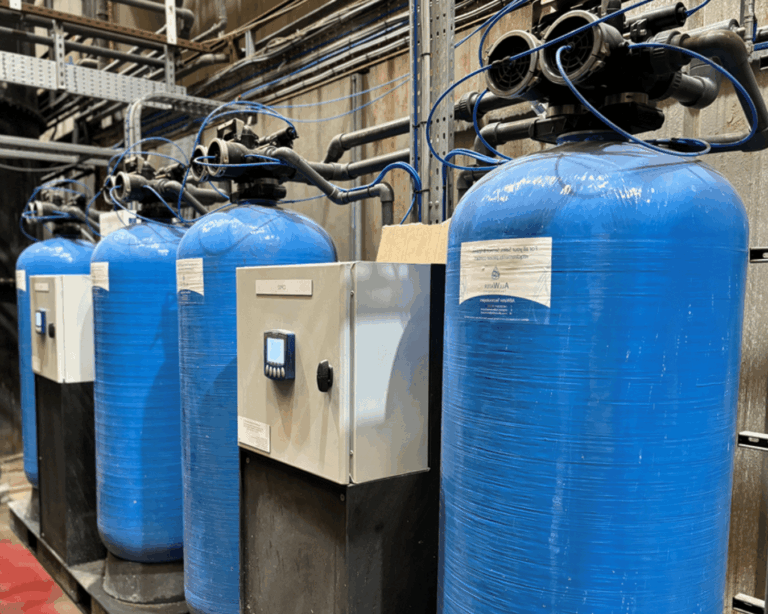
Reaction vessels form an integral part of many wastewater treatment systems and we use them in a variety of the processes we employ for our clients, including:

Over many years designing practical, flexible solutions, our experience has shown us that the most important consideration when installing a suitable reaction tank is ensuring homogeneous reaction conditions are maintained at all times. In order to do this, it is necessary for us to employ the correct method of mixing, which most often is an electrically powered mechanical stirrer.
It’s very important that the impellers (the rotating part) on the stirrer provide an adequate level of mixing but without cavitation. In order to assist in this, we may position the stirrer offset to the centre of the tank and, additionally, we may employ baffles as part of the tank itself.
Other aspects that we consider on a case-by-case basis for our clients include:
If a mixer is not adequately sized or the reaction tank design is poor, there is the danger in some instances that solids may build up at the bottom of the reaction tank leading to unnecessary maintenance requirements.
At AllWater Technologies we always carefully consider the construction materials for the tank and stirrer to ensure they are appropriate for the client. For example, for a reaction tank operating at low pH containing a high level of chlorides or even sulphates, it may be necessary to employ a mixer with a shaft and impeller that are suitably coated to offer chemical resistance.
We also consider flow through the tank, to ensure that any reagent dosed adequately contacts the waste being treated. For example, if the waste water inlet and outlet of a reaction tank are both at the top, and mixing is not adequate, then there is danger that any chemicals dosed onto the top of the tank will immediately flow straight out without adequately contacting the waste. To this end, our reaction tanks are often designed so that the waste enters at the top but exits from the bottom. Where we employ a riser tube to assist in this, we ensure that there is no chance of syphoning forward from one tank to another.
When designing bespoke systems for a client we also very carefully consider the positioning of instruments within a reaction tank. Where the instrument is contacting the waste in order to provide measurement, we make sure it is suitably submersed so that our clients can gain consistent readings. For example, we would never install a pH probe immediately adjacent to an injection of acid or alkaline reagent but within the homogenous body of water. Where any instrument is likely to require regular maintenance either for cleaning or calibration, we give special consideration to ease of access and removal.
When we employ flocculation (the addition of a reagent to aid aggregation of smaller particles in order to assist in their removal) in our clients’ wastewater treatment systems, it is usually carried out in a reaction tank or flocculation chamber. Again, we often use a stirrer to ensure adequate contact of the dosed chemical with the waste water. However, in that instance we take great care to ensure that whilst mixing is vigorous enough to prevent solid settlement within the reaction chamber itself, it is not too vigorous as to provide a shearing force that would break up the flocs themselves. To this end we often employ gearing to ensure that the tips of any impellers operate at very slow speed.
When we design a system for a client that requires pumping waste containing solids into a settlement or flotation vessel, in-line flocculation may be employed after the pump, so that any flocs that might be formed are not broken up by passage through the pump. In this instance, we may use an in-line static mixer – which is designed to create a high level of turbulence within the pipe, without being excessive enough to break down any newly formed flocs – to provide the dynamic energy required for homogenous mixing.
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Mon-Fri: 08:30-17:30 (GMT)