Water plays a central role in almost every industrial process, from steam production to cooling, rinsing, formulation, and cleaning. However, untreated water contains dissolved minerals, ions, and impurities that can disrupt sensitive processes, damage equipment, and increase operating costs. Demineralised water provides a controlled, high-purity solution that supports performance, compliance, and long-term operational reliability.
This article explores what demineralised water is, why it is used across UK manufacturing, and the benefits it brings to regulated and precision-based industries. It also explains how demineralisation systems work, where they add the most value, and the importance of correct design and maintenance.
AllWater supplies high-performance water treatment systems designed specifically for industrial environments. The team brings extensive engineering expertise, practical commissioning experience, and a long history of supporting UK manufacturers across sectors including food processing, pharmaceuticals, energy, chemicals, and advanced engineering. All solutions are built around reliability, compliance, and long-term performance, backed by a nationwide support and service network.
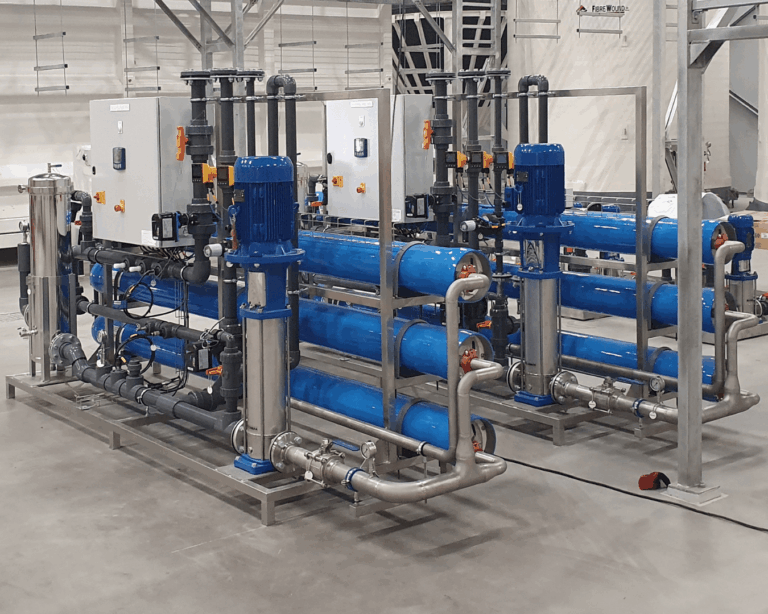
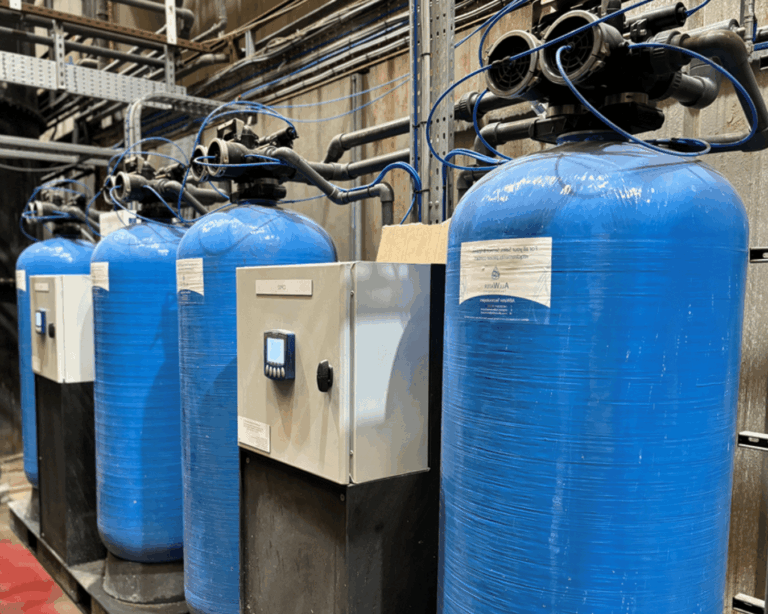
Demineralised water is water that has had almost all dissolved minerals and ions removed. It is typically produced through ion exchange, membrane separation, or a combination of technologies. Unlike softened water, which only removes hardness ions such as calcium and magnesium, demineralised water removes a much broader range of contaminants.
Demineralisation removes ions including:

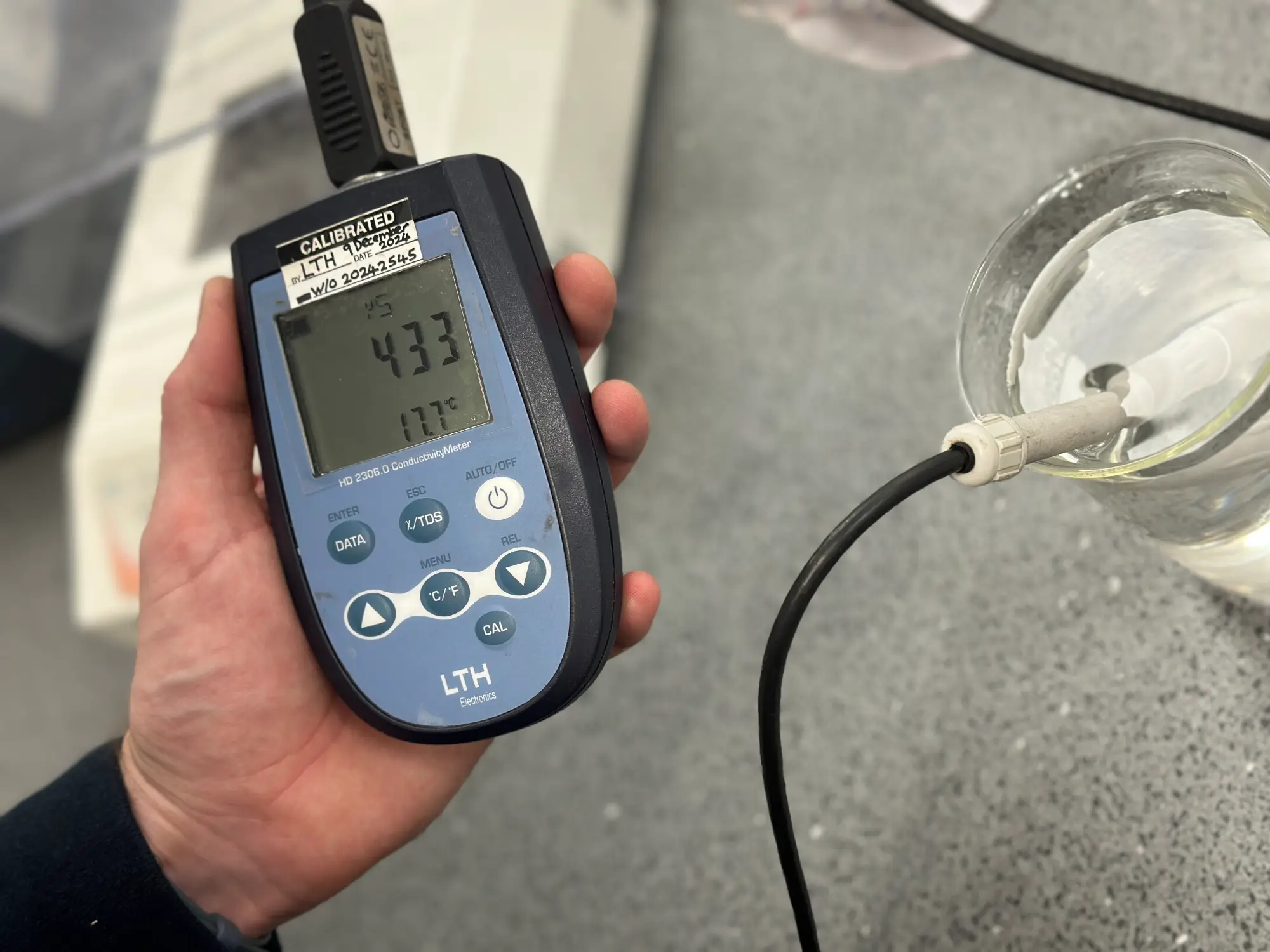
The result is water with extremely low conductivity, making it suitable for applications where minerals would interfere with processes, cause scale, or compromise the quality of the final product.
Industries that rely on precise chemical reactions, clean rinsing, or high-purity steam often depend on demineralised water to maintain efficiency, safety, and consistency.
1. Prevention of Scale and Mineral Deposits
Mineral content in feedwater can quickly lead to scale build-up in boilers, heat exchangers, cooling circuits, and pipework. These deposits reduce heat transfer, increase energy consumption, and accelerate equipment wear.
Demineralised water prevents scale formation by removing the ions responsible for deposits, helping to maintain system cleanliness and improve performance.
This leads to:
For steam raising systems, this is particularly important because even small amounts of scale can significantly raise operating costs.
2. Greater Process Consistency and Quality Control
Many industrial processes rely on water with predictable behaviour and minimal variation. Minerals can affect chemical reactions, alter product composition, and weaken cleaning or rinsing performance.
By removing dissolved ions, demineralised water supports:
Industries such as pharmaceuticals, cosmetics, food production, and microelectronics depend on tight quality control, making demineralised water a critical part of their operations.
3. Reduced Maintenance Costs and Equipment Stress
Untreated water often contributes to corrosion, fouling, and mechanical wear.
Benefits of demineralisation can include:
With the correct application, demineralised water creates cleaner operating conditions, which help protect high-value assets and reduce lifecycle costs.
4. Improved Steam Quality for Boilers and Power Generation
High-purity water is essential for steam production. Minerals carried into steam can damage turbines, contaminate process lines, and cause carryover in boilers.
Demineralised water supports:
This makes demineralised water a vital component in manufacturing sites that rely on steam for heating, sterilisation, or power generation.
5. Regulatory Compliance and Safer Operations
Many industries operate under strict quality and hygiene regulations. Demineralised water supports compliance by ensuring that water used in production, rinsing, or cleaning meets required purity standards.
It benefits sectors including:
Using demineralised water helps reduce the risk of regulatory failures, product contamination, or safety issues associated with mineral interference.
External resources such as CIWEM and the UK Water Industry Research Centre at https://ciwem.org and https://ukwir.org provide further guidance on water quality and industrial standards.
Demineralised water is widely used across UK industrial applications, including:
To explore demineralisation solutions for your operation, visit:
https://allwatertreatment.co.uk/demineralisation-systems/
or browse the full AllWater product range at:
https://allwatertreatment.co.uk/products/
Every facility has unique requirements based on its water source, quality targets, and process needs. When specifying a demineralisation system, important factors include:
Incorrect specification can result in higher operating costs, reduced efficiency, or poor product quality. Working with a specialist ensures systems are correctly matched to performance requirements and regulatory needs.
To maintain reliability, demineralisation systems require consistent monitoring and planned servicing. Key maintenance tasks include:
AllWater provides scheduled maintenance plans, performance audits, and rapid support to ensure demineralisation systems continue to operate at optimum performance. Learn more at: https://allwatertreatment.co.uk/services/
Demineralised water plays an essential role in improving efficiency, quality, and reliability across UK industry. By removing dissolved minerals and ions, it protects equipment, supports compliance, and ensures consistent results in processes that depend on high-purity water. When integrated into a well-designed treatment strategy, demineralised water can reduce operating costs, extend equipment life, and enhance overall process performance.
To explore demineralisation solutions tailored to your facility, contact the AllWater team or visit the Demineralisation Systems page for detailed information.
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Mon-Fri: 08:30-17:30 (GMT)