




























Demineralised Water Systems
High-purity performance, tailored to your operational needs
At AllWater Technologies, our demineralised water systems are built to deliver consistent, ultra-pure water for the most demanding industrial processes. Whether you’re operating in pharmaceuticals, precision manufacturing, metal finishing, or laboratory environments, our DI water systems are engineered for reliability, efficiency, and compliance.
We offer a comprehensive selection of standard and bespoke deionisation systems, including compact DI water units for small-scale operations and large, fully automated twin-bed demineralisation water units for continuous high-flow requirements. Every system is backed by in-house design expertise and a commitment to quality that runs throughout every project we deliver.
Why Choose a Demineralised Water System?
A demineralised water system, also known as a deioniser or DI system, removes dissolved salts and ions from water using ion exchange technology. This is essential in processes where mineral contamination could interfere with production quality or cause corrosion in sensitive equipment.
AllWater Technologies supplies industrial DI water units that meet the needs of both low and high-purity applications. Our systems help clients:
- Achieve consistent water quality
- Protect sensitive equipment from scale and corrosion
- Maintain compliance with process specifications and industry standards
Reduce operating costs through efficient regeneration and automation
Our support includes

Telephone & remote diagnostics for rapid fault identification

System troubleshooting and root cause analysis

Planned service visits tailored to your production schedule
Guidance on optimisation, upgrades and retrofit options

Ongoing training and user support post-installation

On-site engineering support from qualified specialists
Our Demineralisation and Deionisation Solutions
We offer a wide range of system configurations to suit different flow rates, space requirements, and operational goals. These include:

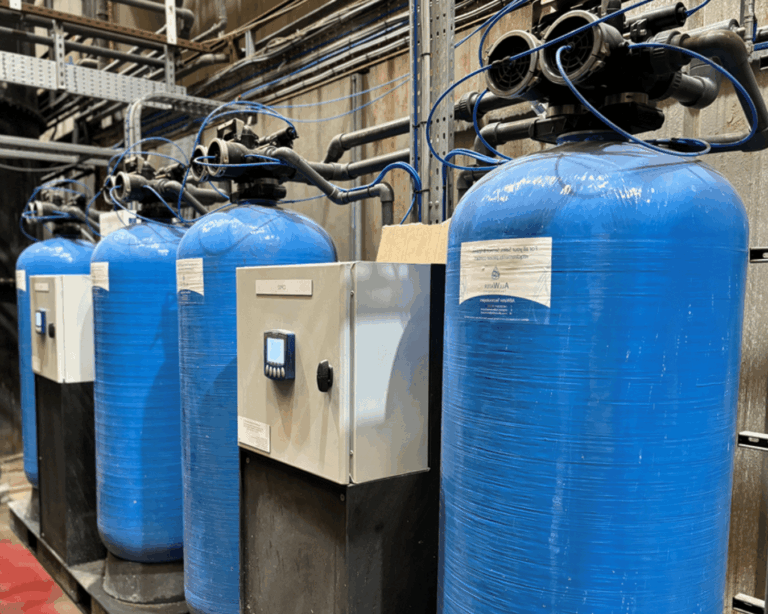
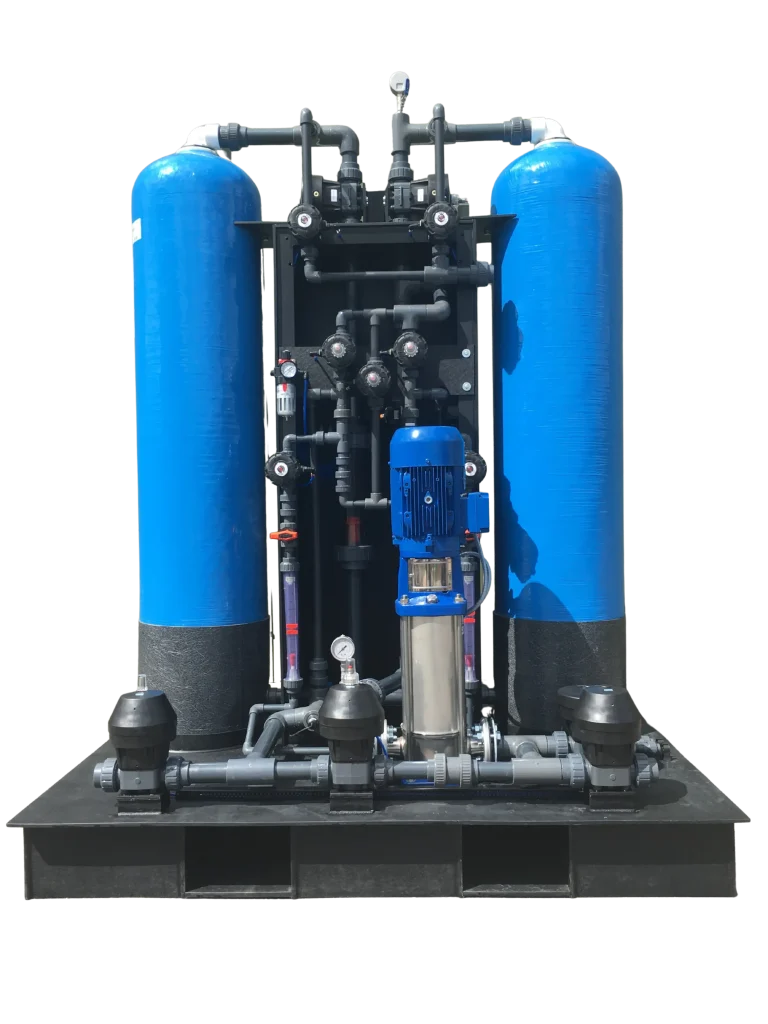
Compact Skid-Mounted DI Units
Ideal for low-volume or space-constrained applications, our compact demineralisation water units use advanced multiport valve technology to deliver efficient service and regeneration cycles.
Key features:
- No separate source of DI water for regeneration required
- Compact and low cost
- Fully skid-mounted on a corrosion resistant polypropylene skid
- Low chemical consumption and minimal downtime
Counter-Current Demineralisation for Enhanced Efficiency
Our counter-current DI systems offer superior water quality by reversing the flow of regenerants during resin regeneration. This ensures that treated water comes into contact with the most highly regenerated resin, reducing chemical usage and increasing output quality.
Advantages:
- Fast regeneration time (typically 30 minutes)
- High quality, low conductivity treated water (typically < 2 uS/cm)
- More efficient use of regenerants
- Self-neutralising effluent stream


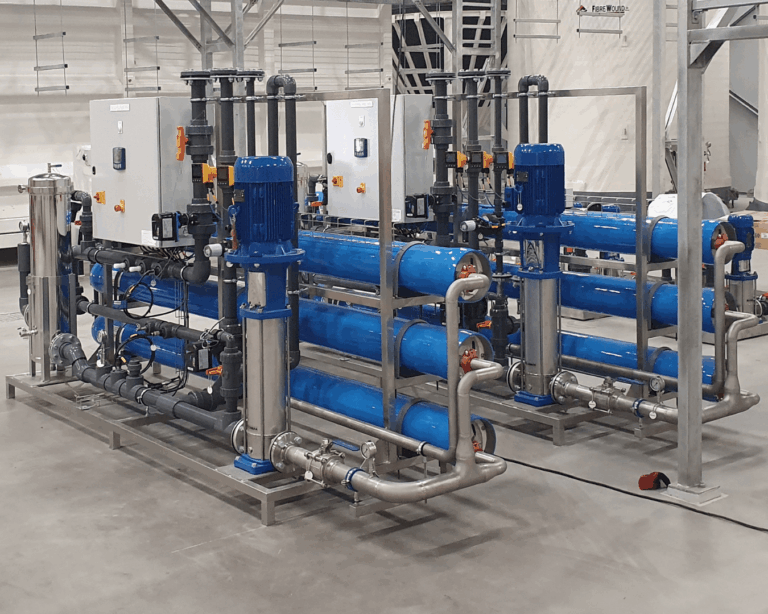
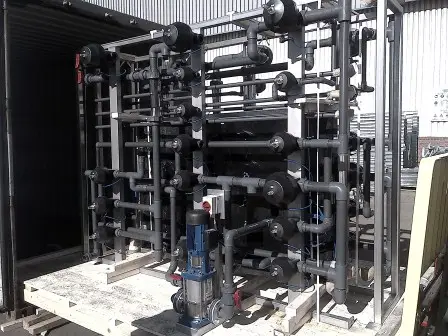
Larger Industrial DI Water Systems
For high-demand environments, our larger systems are constructed with individual diaphragm valves on pipework manifolds, all supported on a durable steel frame. These designs simplify maintenance and allow for greater scalability.
Typical applications:
- Power generation
- Automotive and aerospace components manufacturing
- Any industry requiring consistent high-purity water at volume
Custom Deionisation Systems
When off-the-shelf solutions won’t suffice, we can design and manufacture bespoke deionisation systems tailored to your site, process, and water quality requirements.
Custom features may include:
- Specialised ion exchange resins for specific contaminants
- Resin cleaning systems (in situ or offline)
- Integrated recovery solutions for rinse water recycling
- Compact or modular builds to suit restricted footprints
- Custom valve configurations and chemical dosing systems
We’ve developed specialist DI pure water systems for clients in the metal finishing, electronics, and life sciences sectors—each with industry-specific adaptations and long-term performance guarantees.
All DI water systems from AllWater Technologies are available with modern control options to simplify operations and improve reliability.
Options include:
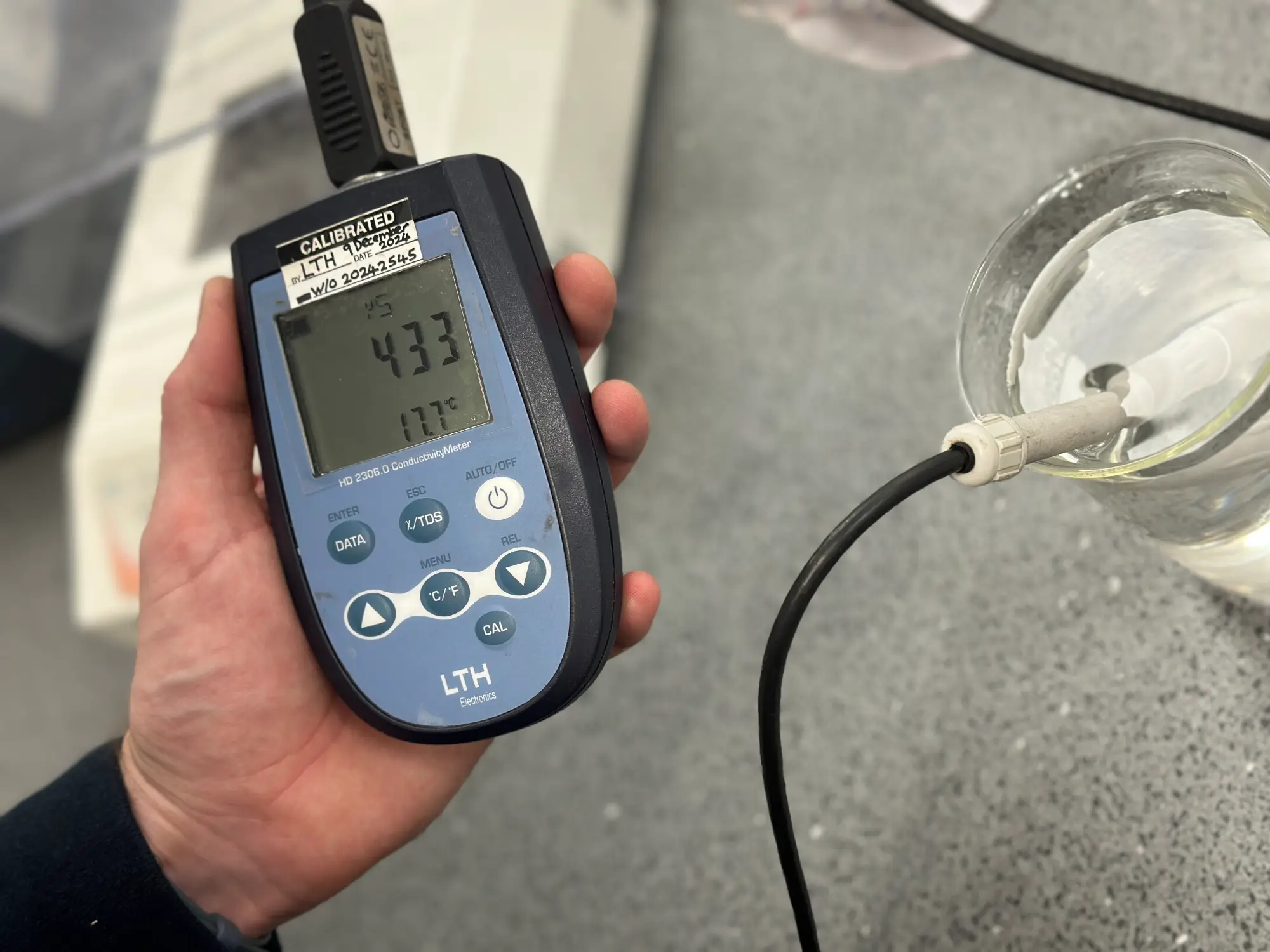
- Conductivity or resistivity monitoring for real-time quality assurance
- PLCs for automated process control
- HMIs for intuitive local system operation
- Remote diagnostics and fault alerts
- Data logging and performance tracking
These features help you stay compliant, reduce manual oversight, and spot issues before they affect output.
To ensure safe and compliant chemical management, we provide a full range of regenerant storage and fume scrubbing systems tailored to your plant’s footprint and volume.
Solutions include:
- Semi-bulk and bulk chemical storage tanks
- Day tanks and carboy stations
- Resin-type scrubbers with colour-change media for visible performance
- Integrated transfer pumps and containment bunds
We work closely with you to match these elements to your safety protocols and chemical usage needs.
Every DI system we build is designed, fabricated, and tested at our UK facility. This means:
- Complete oversight of quality from design to delivery
- Client sign-off available at any stage of the build
- Rapid turnaround on replacements, upgrades, and parts
- Ongoing support from the engineers who built your system
We understand that specifying the right DI water unit can be complex. Our team offers expert consultation to help you evaluate:
- Feedwater quality and flow requirements
- Space and installation constraints
- Output purity and regulatory standards
- Maintenance and regeneration preferences
We’ll work with you to recommend a solution that matches your goals—whether that’s a compact deioniser system or a fully automated industrial reverse osmosis and DI hybrid plant.
Ready to explore the right DI solution for your site?
Contact our team today for expert advice and a no-obligation proposal. We’ll guide you to the best solution—whether you’re upgrading an existing demineralisation unit or starting from scratch.

Committed to Excellence



Frequently Asked Questions (FAQ)
A demineralised water system removes dissolved salts and minerals from water through ion exchange. It is commonly used where ultra-pure water is required for industrial processes.
Reverse osmosis removes most contaminants using a semi-permeable membrane, while DI systems remove remaining ions for higher purity. They are often used in combination.
This depends on your flow rate, space, and water quality requirements. We offer both compact units and large-scale twin-bed systems with custom options.
Yes. AllWater Technologies can tailor your system with specialised resins, automation features, compact layouts, and more.
Absolutely. We offer full commissioning, service agreements, and emergency support to ensure your system operates reliably over the long term.

"We have been very happy with AllWater’s professionalism and response times when we have needed help with the plant. The staff are all very helpful and knowledgeable and we are very satisfied with the service provided."
Jamie Davies
Turnspeed"We needed a DI plant that is capable of producing the processing water to serve our Chemical Process lines twelve rinse tanks, 24 hrs a day, 7 days a week at a max of 20.00 μS/cm. The water plant is now consistently cleaning the water to 1.00 μS/cm."
Steve Silk MBE
Marshall Aerospace"We have built a good relationship with AllWater and continue to enjoy service contracts with them. They know what they’re doing and we’re always happy with their service"
Andy Best
Production Director - Vertik-Al"AllWater Technologies installed their pure water system in our premises to replace our old system which went into retirement. The level of service and maintenance that AllWater are giving us will ensure that we get the quality of product and the length of service we are looking for out of our plant. Their level of service is excellent."
John Malone
excel gs ltd"Thank you for all your support. I have to say that I am really impressed with All Water approach to provide a really good service. Thank you again."
Radu Vitanescu
Liberty Engineering"AllWater have provided great service, specialist advice and an effective waste water treatment solution for our site."
Paul Pearcy
Warburtons"AllWater have always delivered us a great service and are equally competent maintaining existing kit or installing new. They’re friendly and reliable and, perhaps most importantly, trustworthy."
Phil Parkinson
Joseph Holt"AWT professional service allows our site to run with minimal downtime when unplanned breakdowns happen. AWT service is invaluable in maintaining our production lines throughout."
Adam Cook
Qsil"The person was very polite and explained everything in detail. Report was typed and easy to understand."
Richard Fox
London and Brighton Plating"We are more than satisfied with the level of service we receive from everyone at AWT. Excellent work, Thank you!"
Daniel Holden
Karas Plating"AllWater Technologies provide an exceptional level of knowledge and support, and we cannot fault their service and commitment. The team consistently exceed expectations and although others may offer a cheaper alternative, we have every confidence that they could not offer better!"
Eric Allen
Albumedix LTD"By using AWT we know that our plant and equipment is being maintained to the highest standard using the expertise and knowledge that we find second to none. When issues arise it is paramount that we can resolve these issues promptly; AWT are always there to support us."
Allen Staunton
Creganna Medical"Using All Water Technologies has been a breath of fresh air. Their attentive service from the first call through to delivery completion, has made the management of our water treatment plant very easy indeed. We wash over 2.5 million items of tableware for the event industry every year, working at some of the UK’s most prestigious events, so having peace of mind over our washing operation is essential. I would recommend AWT to anyone’"
Joe Nisbet
Jongor Hire"AWT offered Rimex a bespoke solution to our water softening and storage requirements. They took charge and managed the project efficiently and effectively from the very beginning. I am delighted with the outcome and I will continue to use AWT for preventative maintenance and any other future projects."
Daniel Meakin
Rimex Metals"All went very well with the plant being well finished, installation being of a high standard and all works being completed on time and to specification."
Dom Oughton
Optimum"We’ve been working with the AllWater team for eight years and they have always been attentive to our needs. AllWater redesigned our borehole system, transforming it into a robust and reliable plant whilst helping us improve water recovery and achieve significant water savings. We’ve depended on this system and their technical guidance for many years now and will continue to do so. Their work helps give us confidence and they are a partner we know we can trust."
Stephen Shields
Huntapac - Technical & Sustainability Director"At Butcombe, AllWater Technologies have been servicing the water treatment systems in our brewery for over 10 years. They are always at hand when we need them and all very friendly to deal with, and callouts are always made in a very timely manner. They have kept our beer flowing having never let us down.A great company with a quality reliable service."
Simon Court
Brewer - Butcombe Brewing Co.Ready for Support?
Unsure how to optimise water treatment for your industry? Our team is here to help. We’ll assess your requirements, design a solution, and provide the quality, reliability, and service you deserve. Reach out to discuss how we can help you achieve your operational goals.
Get in touch today to discuss your requirements.
Let’s keep your systems running at their best.
Water Treatment Case Studies
Explore our case studies to see how AllWater Technologies has partnered with clients across various industries to design and deliver tailored water treatment solutions. Each project highlights our commitment to meeting exacting standards, solving unique challenges, and optimising water management processes to help our clients achieve their operational goals. Discover how our expertise and dedication to quality have made a real difference for businesses just like yours.




A Handful of our Valued Clients



Get in Touch with AllWater Technologies
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
AllWater House
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Opening hours
Mon-Fri: 08:30-17:30 (GMT)