Water quality plays a critical role in almost every manufacturing environment. From steam generation to product formulation, the purity and consistency of water can influence efficiency, maintenance requirements, compliance, and long-term operating costs. Reverse osmosis has become one of the most effective purification methods used in UK industry, delivering reliable, high-quality water suitable for sensitive applications.
This article examines the key benefits that reverse osmosis provides for manufacturing businesses across the UK. It also explores how RO supports wider water treatment strategies, design considerations for new systems, and the long-term advantages of working with an experienced engineering partner.
AllWater supplies advanced water treatment systems designed for demanding industrial environments. The team brings decades of engineering expertise, hands-on commissioning experience, and a strong track record across UK manufacturing sectors. Every solution is built around compliance, reliability, and long-term performance, supported by a dedicated nationwide service network.
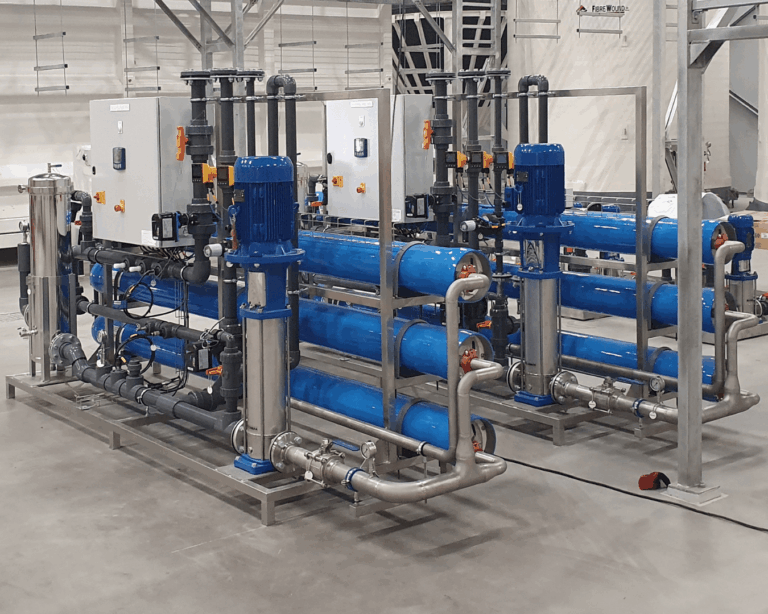
Reverse osmosis is a high-efficiency membrane filtration technology that removes dissolved salts, minerals, organic compounds, and a wide range of contaminants from water. It works by applying pressure to feedwater and pushing it through a semi-permeable membrane. The membrane allows water molecules to pass through while rejecting unwanted substances.
RO can remove particles down to 0.0001 microns, including:

This performance makes RO valuable for sectors that depend on precise water characteristics, such as food and beverage, pharmaceuticals, chemicals, microelectronics, automotive, coatings, and general industry.
1. Improved Water Purity and Process Stability
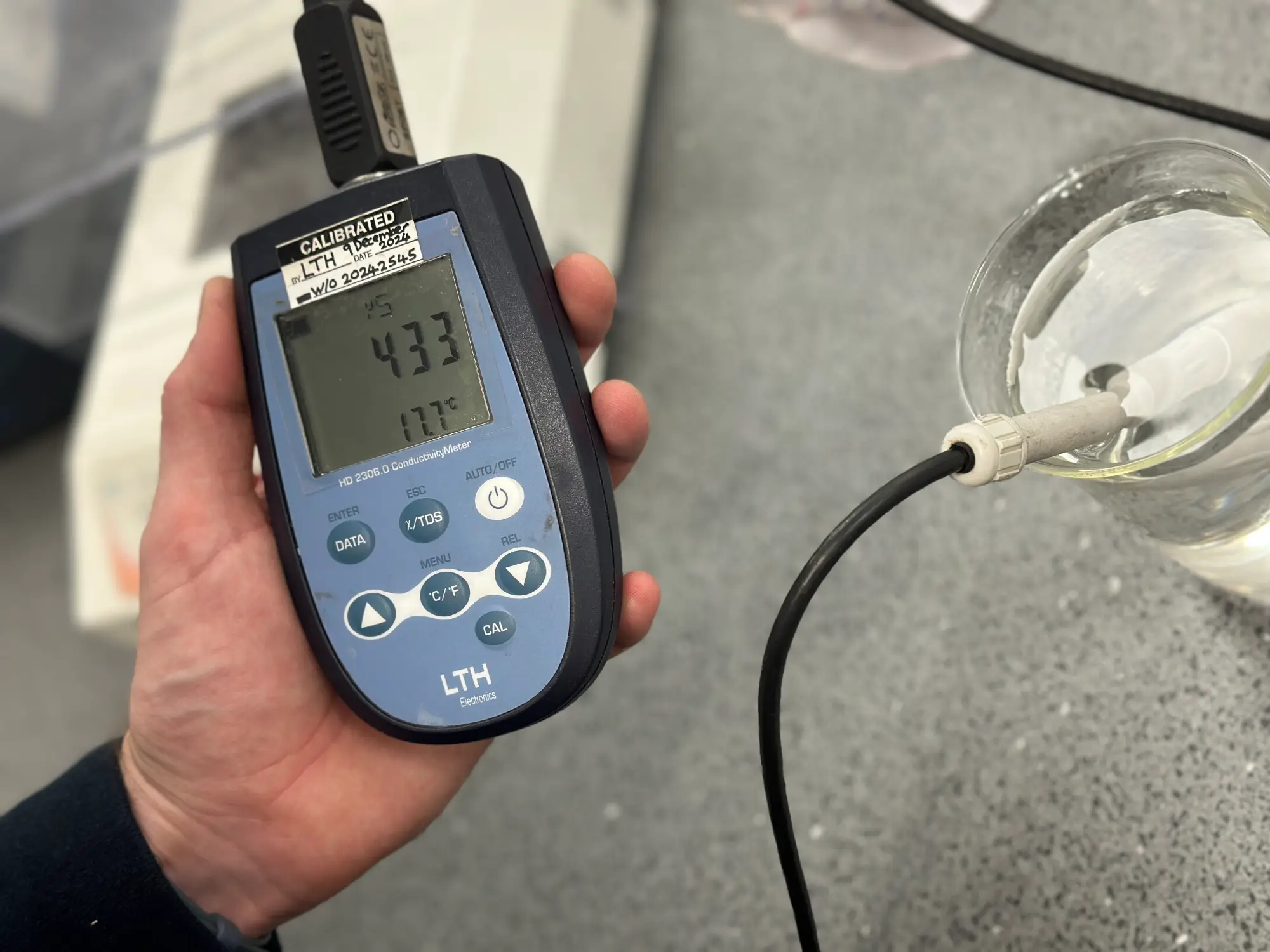
Manufacturing processes work best when water quality remains consistent. Variations in mineral content or conductivity can affect product formulation, cleaning performance, thermal efficiency, and chemical reactions. Reverse osmosis creates a stable, high-purity water supply that behaves predictably from batch to batch.
For applications such as rinsing, ingredient water, CIP systems, surface preparation, or coolant makeup, this stability supports:
Consistent water quality also reduces unexpected downtime caused by scale formation, fouling, or contamination.
2. Reduced Chemical Usage and Lower Operating Costs
Many manufacturers rely on chemical dosing to manage hardness, alkalinity, corrosion risk, or microbiological activity. Reverse osmosis reduces or eliminates the substances that cause these issues before they enter the process. This often results in:
Chemical reduction helps control costs, simplifies chemical storage and handling, and supports sustainability targets. For plants operating under tight COSHH or environmental compliance requirements, RO provides a safer and more predictable alternative.
3. Longer Equipment Life and Lower Maintenance Requirements
Untreated water can introduce minerals and contaminants that reduce the life span of boilers, heat exchangers, cooling towers, pumps, valves, and pipework. Scale formation is one of the most common causes of:
Reverse osmosis significantly lowers the concentration of dissolved solids, which helps prevent scale and reduces the risk of corrosion. This results in cleaner systems, fewer breakdowns, and longer service intervals.
For high-value assets such as steam boilers or precision cleaning systems, RO delivers measurable savings by reducing the mechanical stress caused by poor water quality.
4. More Efficient Water and Wastewater Management
With rising water and trade effluent costs across the UK, manufacturers are under pressure to use water more efficiently. Reverse osmosis supports better water management in several ways:
Some sites integrate RO into a closed-loop scheme where treated water is reused in cooling, rinsing, or CIP stages. This reduces demand on mains water while lowering discharge fees and supporting sustainability commitments.
For further insight, high-authority sources such as the UK Water Industry Research Centre (https://ukwir.org) and CIWEM (https://ciwem.org) provide additional background on UK water standards.
5. Compliance Support and Reduced Risk
UK manufacturers operate within a complex regulatory environment that includes water discharge permits, hygiene standards, environmental legislation, and sector-specific requirements. Reverse osmosis helps businesses achieve compliance by providing water that meets strict conductivity, microbiological, and mineral specifications.
Sectors that benefit most include:
High-purity water reduces the risk of non-conformance, product recall, or regulatory penalties. It also supports environmental stewardship and aligns with future UK sustainability standards.
Reverse osmosis is widely used across industrial applications, including:
To see how RO integrates into your operation, visit:
https://allwatertreatment.co.uk/reverse-osmosis-systems
or browse the full product range:
https://allwatertreatment.co.uk/products
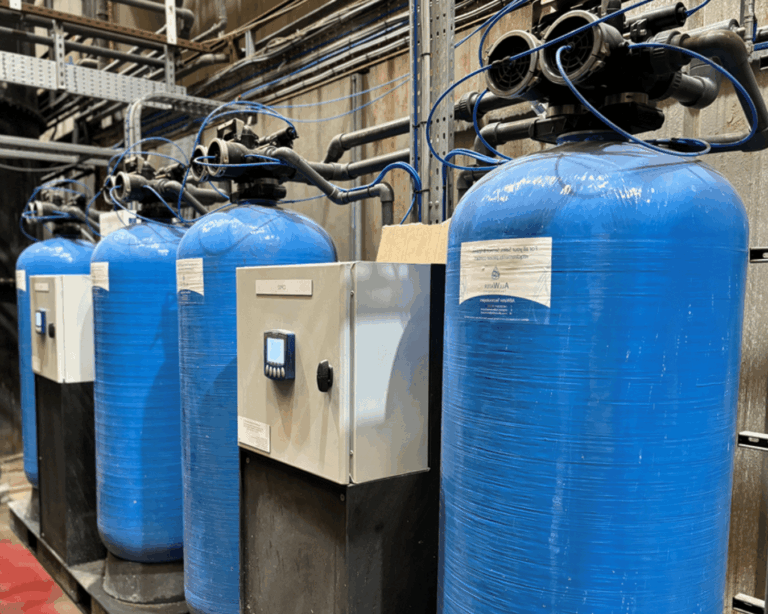
While reverse osmosis provides excellent purification performance, it often forms one part of a wider treatment system. Most industrial plants combine RO with:
AllWater supports clients with fully integrated system design to ensure RO units operate efficiently and remain protected from fouling or premature membrane failure.
Every manufacturing site has its own water quality challenges. When specifying a reverse osmosis system, key considerations include:
Incorrectly specified systems can lead to higher running costs, unnecessary waste, or performance issues. Working with a specialist ensures the RO system matches both current and future operational needs.
RO systems deliver the greatest value when properly maintained. Key maintenance tasks include:
AllWater provides planned maintenance contracts, spares, and technical support to help clients maintain compliance and system performance. For more information visit:
https://allwatertreatment.co.uk/services
Reverse osmosis has become an essential technology for UK manufacturers seeking to improve water quality, control costs, and reduce environmental impact. Its ability to deliver consistent, high-purity water supports cleaner processes, longer equipment life, and more predictable performance across a wide range of applications.
When integrated into a well-designed water treatment strategy, RO provides both immediate and long-term benefits. To discuss system selection or performance improvement, contact the AllWater team or visit the Reverse Osmosis Systems page for more information.
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Mon-Fri: 08:30-17:30 (GMT)