Whether it’s used as an ingredient, a cleaning agent, or a coolant, the purity and consistency of water can directly influence process efficiency, equipment longevity and product standards. One of the most effective ways to ensure high water quality in industrial settings is through reverse osmosis (RO).
This article explores the role of reverse osmosis systems in industrial water treatment, how they work, and the benefits they offer for businesses seeking cleaner, more reliable water. You’ll also learn where RO systems are most valuable and how to integrate them into a broader water management strategy.
AllWater combines engineering expertise, industry experience, and UK-based support to deliver compliant, high-performance water treatment systems trusted by leading manufacturers across multiple regulated sectors.
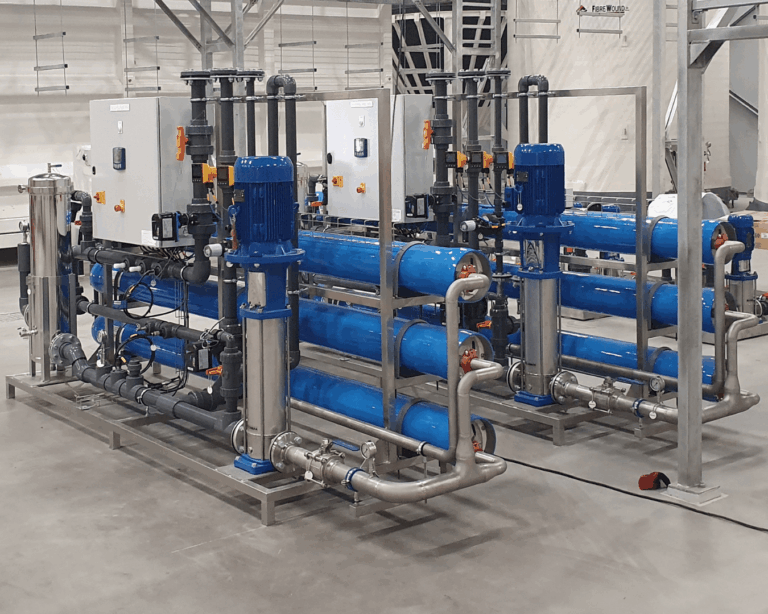
Reverse osmosis is a water purification process that removes dissolved salts, minerals, and other contaminants using a semi-permeable membrane. It works by applying pressure to water on one side of the membrane, forcing the pure water molecules through while leaving unwanted substances behind.
Unlike conventional filtration, which relies on pore size to block contaminants, RO can remove particles as small as 0.0001 microns. This includes:
This makes RO particularly well-suited for industries that require ultra-pure or high-quality water as part of their operations.
The quality of water used in industrial processes affects much more than just the final product. It influences nearly every part of an operation, including:

Poor water quality can lead to downtime, non-compliance fines, and customer complaints. On the other hand, using treated water tailored to the process can enhance productivity and reduce operational risk.
RO systems address many of the issues associated with untreated or inadequately treated water. Here’s how they improve industrial water quality in practice:
1. Removal of Dissolved Contaminants
Hardness salts like calcium and magnesium, as well as chlorides, sulphates, and nitrates, can interfere with production. Reverse osmosis removes these at molecular level, delivering a much purer water stream. For many industries, this means less scaling in boilers and heat exchangers, improved rinse quality, and extended asset life.
2. Consistent Output Quality
Industrial processes depend on water that behaves the same way every time. RO systems are designed to maintain a stable output quality, regardless of variation in the feedwater. This reliability supports consistent product standards, especially in sensitive sectors like pharmaceuticals, electronics, and food processing.
3. Chemical Reduction
RO can reduce or eliminate the need for additional chemical dosing. By physically removing contaminants before they reach sensitive areas of the process, the reliance on softeners, descalers, or pH adjusters can be reduced. This not only saves money but also simplifies operations and storage requirements.
4. Wastewater Minimisation
Some systems combine RO with wastewater recovery, allowing for partial reuse of treated water within the plant. This is especially beneficial in industries where water discharge is limited or costly. It also supports broader sustainability goals and helps meet environmental targets.
Reverse osmosis is used across a wide range of sectors. Each industry has different requirements, but the value of high-purity water remains consistent:
To see how reverse osmosis fits into your application, explore the full AllWater product range or visit the AllWater homepage for a broader overview of services.
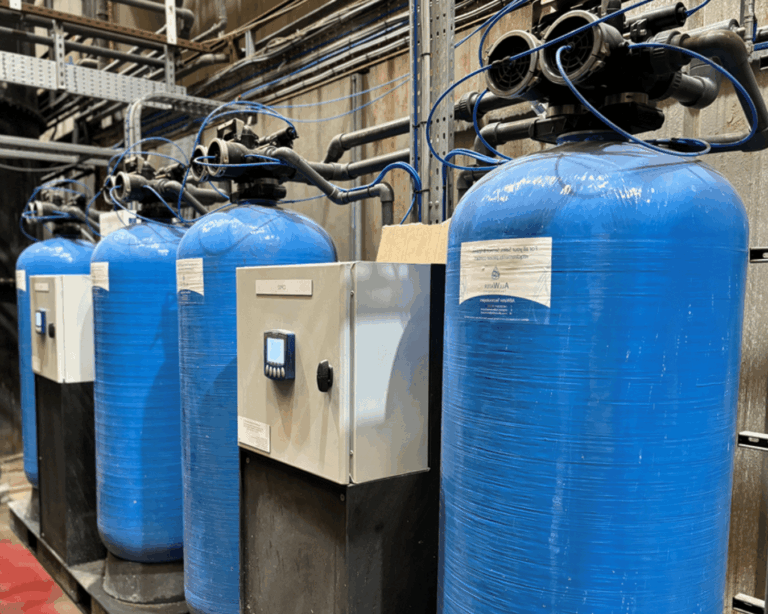
Reverse osmosis is a powerful tool, but it rarely operates in isolation. Most industrial facilities integrate RO systems within a larger water treatment framework that may also include:
At AllWater, we design and deliver fully integrated systems that include everything needed to optimise water quality and minimise operating costs.
Every industrial facility has unique water challenges. When designing an RO system, the following factors are taken into account:
This is where expert support makes a difference. Poorly specified systems can result in higher costs, lower reliability, or compliance issues. Working with a provider who understands your industry and objectives ensures a better return on investment.
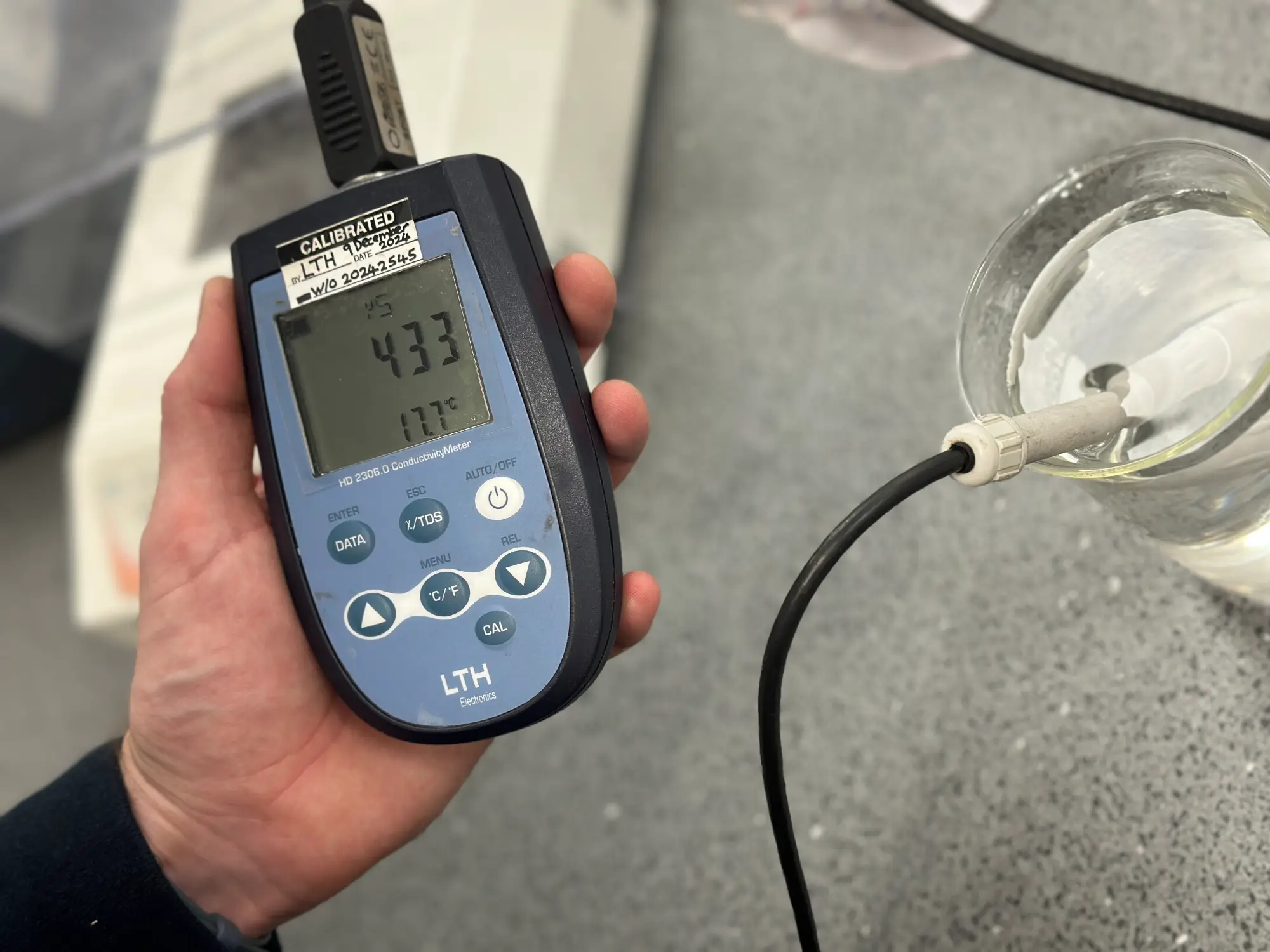
Reverse osmosis systems require regular maintenance to perform at their best. This includes:
Partnering with a provider that offers ongoing support, spares, and system optimisation will keep your plant compliant and cost-effective in the long term.
AllWater Technologies supports a wide range of clients through tailored water treatment services, performance audits, and planned maintenance contracts. Our nationwide team ensures every system delivers the reliability and purity your operation depends on.
Industrial water quality has never been more important. With tightening environmental regulations, rising utility costs, and greater focus on process performance, the case for reverse osmosis has never been stronger.
RO systems offer a proven way to improve water purity, reduce chemical use, extend equipment life, and support compliance. When integrated into a well-designed treatment system, they provide both immediate benefits and long-term value.
To explore whether RO is right for your application, get in touch with the AllWater team today or visit our dedicated Reverse Osmosis Systems page for more detail.
We’re here to help with all your water treatment needs. Whether you have questions about our services, want to discuss a project, or need support, our team is ready to assist you. Fill out the form for general enquiries, or you are welcome to email direct or give us a call.
Unit 2,
Cheddar Business Park,
Wedmore Road,
Cheddar
BS27 3EB
Mon-Fri: 08:30-17:30 (GMT)